In addition to the various traditional surface hardening treatment techniques, there are new techniques are being guitson developed to meet the highest surface quality and mechanical properties of the components/products.
VACCUM AND PLASMA SURFACE HARDENING
✔ In addition to the various traditional surface hardening treatment techniques, there are new techniques are being guitson developed to meet the highest surface quality and mechanical properties of the components/products.
✔ Two popular latest surface hardening techniques are:
1. Vacuum surface hardening, and
2. Plasma surface hardening.
1. Vacuum Surface Hardening
1.1. What is Vacuum Surface Hardening?
✓ The vacuum surface hardening is the heat treatment process of steel carried out in a vacuum furnace.
✓ The vacuum furnace provides low pressure (below atmospheric bs pressure, upto 10-7 mBar) and high uniform hardening temperature (above 1000° C). Also it can supply additional carbon to the surface of the steel.
✓ The vacuum furnaces can be used for carrying out carburising and carbonnitriding.
✓ Compared to the processes using atmospheric conditions, vacuum carburizing has a lot of advantages:
● Because of the absence of oxygen (air), the quality and properties of the parts surfaces are improved as contaminants are removed.
● Vacuum furnaces easily allow higher temperatures, thus process times can be reduced dramatically, especially for bigger case depths.
● Due to a higher carbon mass-flow rate, the cycle time is considerably reduced.
1.2. Suitability
Vacuum hardening is designed to achieve optimum case hardening properties for various alloy materials. It is typically used when critical parts are utilized in high-wear and high load bearing applications.
1.3. Vacuum Carburising Process
Vacuum carburising process, also known as low pressure carburising (LPC) process, essentially involves the following four stages.
Stage 1: Evacuating and Heating
The components to be carburised are first placed in the heating chamber kept in a tray, and then the furnace is evacuated. Once the furnace reached the required vacuum pressure, the component is heated in the furnace to the carburizing temperature. The temperature is usually in the range of 1000-1050°C. The component is allowed to soak at that temperature for a specific time for attaining uniform temperature. In this stage, the austenite unsaturated with carbon is formed.
Stage 2: Supplying Hydrocarbon Gas
At this stage, a controlled amount of hydrocarbon gas (methane, butane, propane, etc.) is introduced into the furnace with a supply pressure in the range of 50-200 mbar. The amount used is based on the size of the load, area of the surfaces to be carburized, the depth and concentration. When the gas comes in contact with the surface of the component, it dissociates and releases the carbon. The carbon is immediately absorbed by austenite thereby increasing the carbon content. At the carburizing temperature, the maximum carbon potential of the atmosphere makes it possible to achieve a higher concentration carbon (1.5 to 1.8%) on the surface. At the end of the saturation period, the flow of gas is shut off, and the vacuum pump evacuates the excess gas.
Stage 3: Diffusion Cycle
The carbon concentration on the surface of the component is controlled by vacuum diffusion. This diffusion process enables the carbon to diffuse inwards the carburiszed surface to attain the desired carbon concentration. In other words, the desired effective case depth and carbon concentration are achieved in this diffusion stage.
Stage 4: Quenching
After the carburizing treatment, the components are quenched to attain the desired hardness. Medium alloy steels and most case hardening steels are hardened either by oil quenching or high gas pressure quenching (up to 20 bar).
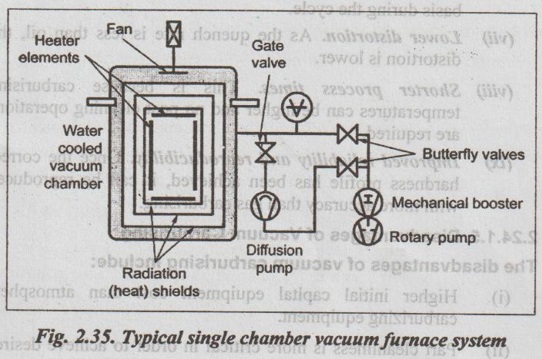
A typical simple single chamber vacuum furnace is shown in Fig.2.35.
1.4. Advantages of Vacuum Carburising
The advantages vacuum carburizing over the traditional carburising processes using atmospheric conditions are as follows:
(i) Oxide free surface. This eliminates initial wear on the surface, enhances resistance to micro cracking which in turn has a beneficial effect on the fatigue resistance.
(ii) Absence of inter-granular oxidation. This is important for components that may be prone to failure through fatigue.
(iii) Better process and cycle flexibility. It allows a wider variety a ni bonob of materials to be processed. Also precise process control can be achieved using computer simulations, which allow adjustments to established cycles.
(iv) Excellent finish. As the process is carried out in a vacuum bebusomod chamber, the finish is similar to normal vacuum hardening.
(v) Easy integration into manufacturing. The process is clean, safe, simple to operate and easy to maintain. Also, working conditions are excellent (that is, there are no open flames, (heat and pollution).
(vi) Excellent hole penetration. This is because the gas pressure is pulsed, introducing fresh gas into the holes on a regular basis during the cycle.
(vii) Lower distortion. As the quench rate is less than oil, the distortion is lower.
(viii) Shorter process times. This is because carburising temperatures can be higher and no post cleaning operations are required.
(ix) Improved reliability and reproducibility. Once the correct hardness profile has been achieved, it can be reproduced holood with more accuracy than gas carburising.
1.5. Disadvantages of Vacuum Carburising
The disadvantages of vacuum carburising include:
(i) Higher initial capital equipment cost than atmosphere carburizing equipment.
(ii) Part cleanliness is more critical in order to achieve desired results.
(iii) Empirical process control, which requires processing loads lenobetto determine optimum settings or to fine tune simulator.
(iv) Formation of soot and tar, which occur due to the type, pressure, and quantity of hydrocarbon gas introduced.
2. PLASMA SURFACE HANRDENING
1. What is Plasma Surface Hardening?
✔ Plasma surface hardening, also known as ion hardening or glow discharge hardening, is a gas hardening process by a plasma discharge on the component to be surface hardened in a vacuum.
✔ The plasma is nothing but an ionized gas that glows, when exposed to an electrical potential. In plasma hardening, the gmine surface of the component to be hardened/coated is bombarded with the plasma. The component is held under vacuum until carbon atoms have diffused into the heated surface, to form hardened surface layers on quenching.
✔ The plasma surface hardening process can be either (i) plasma carburising or (ii) plasma nitriding.
(i) Plasma carburising: In plasma carburising, the surface of the component is saturated with carbon atoms. It is carried digid a bout at high temperatures, involves bombarding the surface to be coated with the plasma. The component is held under vacuum until carbon atoms have diffused into the heated surface, to form hardened surface layers on quenching.
(ii) Plasma nitriding: In plasma nitriding, the surface of the component is saturated with nitrogen atoms. It is carried out under vacuum, but without external heat. The heat to diffuse the nitrogen into the surface is provided by kinetic energy, produced when the atoms hit the surface. Hardened surface layers are formed on cooling of the components.
2. Suitability
Plasma surface hardening technique is preferred for high-density carburization and processing of hard-to-carburize materials.
3. Plasma Carburising Process
✔ In plasma carburizing, carbon is imparted to the surface of the steel by the impingement of carbon ions escaping from an ionised gas, known as plasma.
✔ The various stages of the plasma carburizing process are as follows:
Stage 1: Evacuating and Heating
The components to be carburised are first placed in the heating chamber kept in a tray, and then the furnace is evacuated. Once the furnace reached the required vacuum pressure, the component is heated in the furnace to the carburizing temperature. The temperature is usually in the range of 1000-1050°C.
Stage 2: Supplying Hydrocarbon Gas
At this stage, a controlled amount of hydrocarbon gas (methane, butane, propane, etc.) is introduced into the furnace.
Stage 3: Generation of Plasma and
The component being the cathode, it is placed near the anode of a DC circuit. A high DC voltage impressed between the component in the anode ionises the gas into a glowing plasma. A thin plasma envelopes the workpiece completely, reaching all its surfaces. Due to ionization, this thin plasma dissociates the carburizing gas and a high carbon potential is established on the surface of the steel.
Stage 4: Diffusion Cycle
Now the carburising gas and plasma are switched off the component is held under vacuum for a specified period of time. The desired effective case depth and carbon concentration are achieved in this diffusion stage.
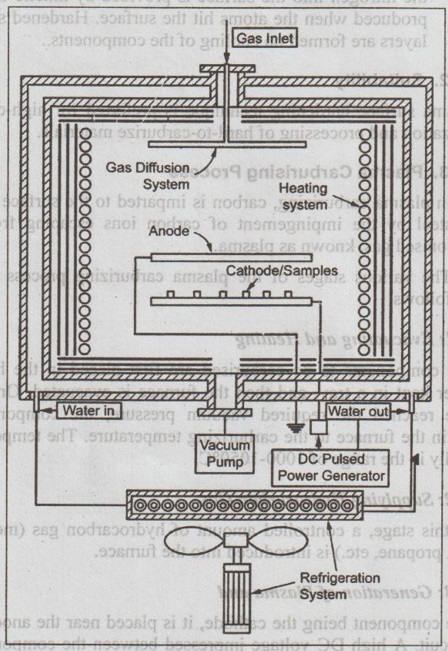
Fig. 2.36. Schematic representation of plasma carburising system
Stage 5: Quenching
After the carburizing treatment, the component is cooled slightly (from 1050-850°C) before it is being transferred out of hot zone. Then it is quenched in warm, stirred oil (80°C) to attain the desired hardness.
A typical basic elements of plasma carburizing system is depicted in Fig.2.36.
4. Advantages of Plasma Carburising
Some of the advantages of plasma carburising process are:
(i) Shorter cycle times: The plasma properties enhance the deposition rate of carbon inside the steel surface due to ion bombardment. The total cycle time for plasma carburising is only half that required to achieve similar results with vacuum carburizing.
(ii) No oxidation at grain boundaries, and the finished surface is clean and glossy.
(iii) The plasma reaction allows uniform carburized layer to be obtained with low voltages, and there is no sooting.
(iv) Due to a fast carburizing rate and low temperature/short treatment times, no grain growth is observed and there is very little residual strain.
(v) Lower process gas and energy consumption. This is boqqat because it is a low pressure process with very low gas flow airTeslorate. It results in low operating costs.
(vi) Automation. Low operator involvement reduces the risk of problems presented during production, enhances the reliability and allows for process repeatability at a metallurgical level.
(vii) Ability to treat hard-to-carburise materilas: Possible to obtain high concentration carburization and processing of hard-to-carburize materials, such as stainless steel, sintered metals, etc, which cannot be done through conventional processes.
(viii) Ease of selective carburising: It can allow for selective carburising, i.e. to carburise only selected areas of the same part.
(ix) Other advantages include:
- lowest dimensional change
- virtually no warping
- high resistance to wear
- controllable layer formation
- very good polishability and weldability
- precisely reproduceable process results
5. Disadvantages of Plasma Carburising
Some of the disadvantages of plasma carburising process are:
(i) High initial capital equipment cost.
(ii) The method is not applicable to bulk loads.
(iii) Hollow cathode effect. Hollow cathode is an area of low vacuum pressure where the plasma glow seam does not follow the contour of the part being treated. This effect is usually present in blind holes where electrons are trapped and start to migrate through the walls of the holes. This causes a high level of ionization, thus inducing a great amount of ion bombardment and a overheating of the steel in these areas that my lead to burning or over sputtering of the part
No comments:
Post a Comment