1. DIFFUSION WELDING
Diffusion welding is a solid state joining process in which the strength of the joint results primarily from diffusion. Diffusion means movement of molecules or atoms from high concentration region to low concentration region.
In this welding process both the welding plates are placed one over other in high pressure and temperature for a long period of time. This high pressure force starts diffusion between interface surfaces. This diffusion can be accelerated by the application of high temperature. This temperature does not melt the welding plates. The temperatures of about 50-60% of melting temperature can be used in order to have a high diffusion rate between parts being joined.
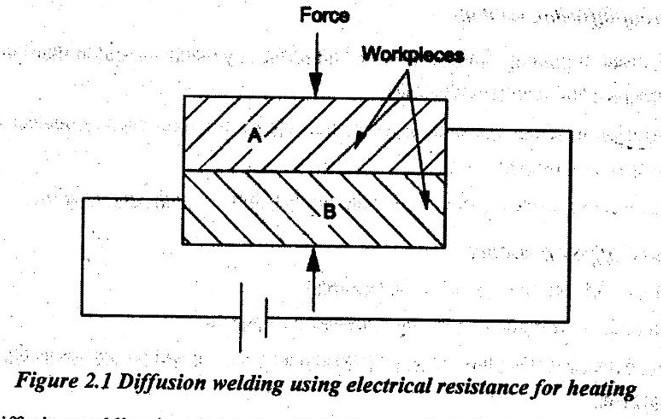
In diffusion welding, the pressure may be applied by dead weights or by a press using differential gas pressure. The parts are usually heated in a furnace or by electrical resistance. Figure 2.1 illustrates the diffusion welding process using electrical resistance for heating.
The strength of the welding depends on pressure, temperature, time of contact, and the cleanliness of the metal. The example for diffusion welding is bonding of gold over copper. First, a thin layer of gold foil is obtained by hammering. The gold is then placed over copper and then weight is placed on top of it. The assembly is then placed in a furnace and left until a good bond is obtained.
The diffusion welding is suitable for dissimilar metals. It is also used in reactive metals such as, titanium, zirconium and refractory metal alloys. The diffusion welding process is slower process when compared to other welding processes.
Working principle of diffusion welding:
First both the welding plate surfaces prepared for welding. In this process, both the interface surfaces made equally flat which is basic requirement of diffusion process. The interface surfaces should be machined, cleaned and polished well which remove all chemical contaminants from the surface. Any contaminant particle can be reduced diffusion between welding plates.
Now both the plates are clamped and placed one over another. This assembly placed into a vacuum chamber or in an inert environment. This protects the welding surface from oxidation.
A high pressure and temperature applied on this assembly to start diffusion. The temperature applied by the furnace heating or electric resistance heating. The high pressure is applied by a hydraulic press, dead weight or by the differential gas pressure. This conditions are maintained for a long duration of time for proper diffusion.
At the starting stage of this process, local deformation at the interface surface due to creep and yield take place. Now the diffusion takes place which form an interface boundary.
After a long period of time, both the plates properly diffused into one another which makes a strong joint. The interface boundary disappear which form a clean joint. This joint has same properties or strength as the base material.
Applications of diffusion welding:
1. It is used in joining of high-strength and refractory metals based on titanium in aerospace and nuclear industries.
2. Diffusion welding is usually used on sheet metal structures such as nuclear and electronics industries.
3. It is used to weld titanium, zirconium and beryllium metals and its alloy.
Advantages of diffusion welding:
1. Plastic deformation at surface is minimal.
2. There is no limitation in the thickness of workpieces.
3. The bonded surface has the same physical and mechanical properties as the base material.
4. This process produces clean joint which is free from interface discontinuity and porosity.
5. Both similar and dissimilar material can be joint by diffusion bonding process.
6. Running cost is less.
7. The diffusion bonding is able to help us to build high precision components with good dimension tolerance and hence precision components can be produced.
8. It can weld complex shapes.
Limitations of diffusion welding:
1. It is a time consuming process due to low productivity.
2. Very thorough surface preparation is required prior to welding process.
3. The mating surfaces must be precisely fitted to each other.
4. It is relatively high initial investments in equipment.
5. This process is not suitable for mass production.