It is defined "joining of two metal pieces by using a filter metal whose liquid temperature is above 450 °C.” The filler metal is drawn into the joint by capillary action.
In brazing, the base metal of the workpieces to be joined is not melted but filler makes the joint in metal. This filler metal in the form liquid is adhered to the base metal and the joint is made between two workpieces. For achieving the higher mechanical strength of the joint, the base metal should be cleaned and wetted before joining.
The fluxes are added to remove the oxides present in the filler metal, then only the base metal joint is extremely cleaned. The most commonly used fluxes are boric acid, chlorides, fluoxides for brazing the ferrous materials and the silver is used for silver brazing.
The following steps to be considered during the brazing are:
1. Surface should be cleaned before brazing the metals.
2. Flux is added to the liquid metal.
3. The filler is applied on the workpieces after it reaches the brazing temperature.
Advantages:
1. Temperature involved in this process is low.
2. Dismantling of joints is possible.
3. This process is quick and clean.
4. Complicated shapes can be made.
5. Smooth surface finish can be obtained.
Limitations:
1. The cost is high.
2. Joint is not strong as welded joints.
3. Skilled labours are required.
4. It is not suitable for mass production and heavy components.
Applications:
1. It is used in pipe fittings.
2. It is used in heat exchanger parts fabrication.
3. It is used to manufacture pressure vessels.
4. It is used in jewellery applications.
1. Brazing Methods
1. Torch brazing:
In this method, the acetylene, natural gas and butane or propane are combined with air or oxygen is used to supply the required heat to melt the filler rod and diffuse the base metal. It is not used for mass production and fluxes are used in the form of paste or powder.
2. Furnace brazing:
In this process, the heat is supplied by gas or electric heating coils. The furnace can be either box type or continuous type. The preformed shape of filler metal is placed on the parts to be joined before entering the furnace. The use of flux can be avoided if an inert atmosphere is maintained in the furnace. It is used for mass production and the flux is used in the form of paste.
3. Induction brazing:
In this process also, the filler metal is used in the preformed shape. The parts are heated by placing within the field of high frequency induction coil. The electric and magnetic resistances of the changing induction filed are used to produce the eddy current. This eddy current is used to heat the metal. It is also used for mass production and the flux is used in the form of paste.
4. Dip brazing:
The dip brazing is of two types:
(i) Chemical dip brazing:
In chemical dip brazing, the parts with preformed filler metal are placed into a molten bath or flux. This method is mainly used for joining large parts.
(ii) Molten metal bath process:
In this process, the assembled parts are first prefluxed and then immersed into a molten bath of filler metal. It is used for joining only smaller parts.
5. Resistance brazing:
The heat necessary for resistance brazing is obtained from the flow of an electric current through the electrodes and the joint to be brazed. The parts comprising the joint become a part of the electric circuit.
6. Laser brazing and electron beam brazing:
In the laser brazing, the laser beam is used to join the metal and the heat source produced by the electron beam is used to join the metals in the electron beam brazing. It is used only in precision work of high value and relating high temperature materials.
2. Filler Materials and Fluxes In Brazing
Filler materials:
The filler metal used in brazing should have the following properties:
1. Wetting the surfaces of base metal at the joint and form a strong and sound bond.
2. Narrow melting range.
3. Not lead to galvanic corrosion.
4. High fluidity to penetrate.
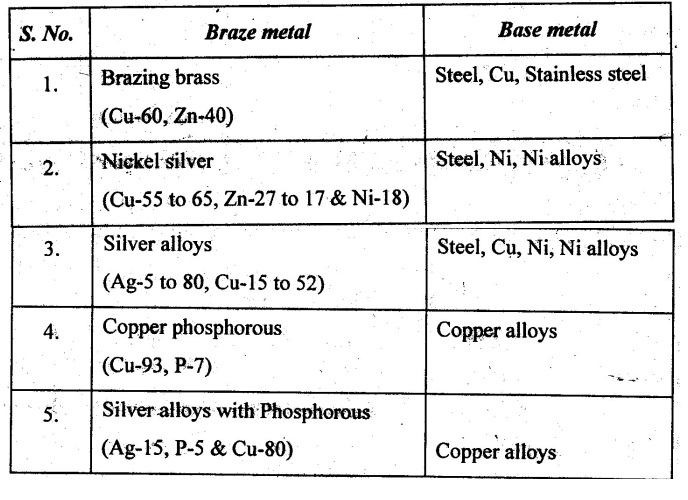
The filler metals used in brazing are listed below.
Flux materials:
A flux is a material which is capable of dissolving solid metal oxides. The main use of
flux in the brazing is to prevent the oxidation of base metal and filler metal.
The flux used in brazing should have the following properties:
1. It should create the wet surface in the base metal.
2. Viscosity is low.
3. It has low melting temperature.
4. It reduces, absorbs and dissolves surface oxides.
5. It protects the parent metal from oxidation during heating.
6. Solidification is quicker.
7. Surface tension is low.
8. It is non-corrosive.
The commonly used fluxes are:
1. Chlorides
2. Borax and boric acid
3. Borates
4. Fluorides.
No comments:
Post a Comment