Gas Tungsten Arc Welding (GTAW) is also called Tungsten Inert Gas (TIG) welding. In TIG welding, the electric arc is produced between a non-consumable tungsten electrode and the workpiece as shown in Figure 2.11. There is an electrode holder in which the non- consumable tungsten electrode is fixed to produce the arc. While supplying the electric power between electrode and workpiece, the inert gas from the cylinder is passed through the nozzle of the welding head around the electrode. The inert gas (Argon, Helium, Nitrogen and CO2) surrounds the arc and it protects the weld from atmospheric effects and hence, defect free joints are made.

Filler metal may or may not be used. When a filler metal is used, it is fed manually into the weld pool. An electrode used in this process is tungsten. It has high melting point (3430°C). Therefore, it will not be melted during welding. Nozzle (shield) size, gas flow rate, filler rod size, electrode diameter and current are chosen depending on the position of weld and metal thickness.
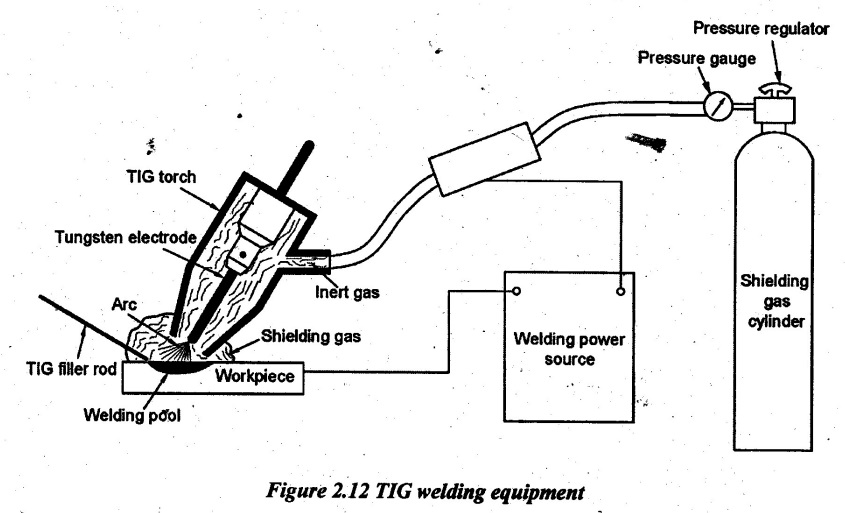
Various equipment used in TIG welding (Figure 2.12) are as follows:
1. TIG torch or TIG hand piece
2. Power transformer
3. Shielding gas cylinder
4. Pressure regulator and flow meter
5. Work clamp
6. Coolant system (optional).
An important component of TIG welding equipment is TIG torch. TIG torch is made up of lead, tungsten holder or collet, nozzle and back cap.
Various functions of the TIG torch are as follows:
● It holds the electrode tungsten.
● It delivers welding current to the tungsten via a welding power cable.
● It delivers shielding gas to TIG torch nozzle. The nozzle then directs the shielding gas to cover the weld pool protecting it from contamination from the surrounding air.
● It often will be the way of getting the welder control circuit to the operation, for example: ON/OFF power supply and/or amperage control.
● TIG torch can be water-cooled. Hoses in TIG lead will supply cooling water to the TIG torch head assembly.
● TIG torch length will allow a distance from TIG power source and workpiece.
TIG welding process is used for welding steel, aluminium, cast iron, magnesium, stainless steel, nickel based alloys, copper based alloys and low alloy steel. It is also used for combining dissimilar metals in hard facing and surfacing of metals. This process is used for metals having thickness less than 6.5 mm.
This process is difficult in industrial level because the welder has to maintain a short arc length. A great skill and care are needed to conduct the operation without any contact between electrode and workpiece. In TIG welding, the welder has to use both hands. Welder has to supply the filler metal manually and it also maintains the torch.
1. Advantages, Limitations and Applications of TIG Welding
Advantages:
1. It is applicable to wide range of materials such as aluminum, stainless steel, manganese and copper alloys.
2. It is more suitable for thin sections.
3. It does not create as much spatter and spark.
4. It creates a better work environment with less smoke and fumes.
5. TIG welding also has reduced the distortion in the weld joint because of the concentrated heat source.
6. It produces welds without contamination.
7. No flux is required.
8. The welding speed is high.
9. It produces high quality weld.
10. No weld cleaning is necessary.
Limitations:
1. It is generally restricted for flat and horizontal welding.
2. Discontinuities in the weld due to contamination of the tungsten electrode by the molten metal.
3. It is slow in operation than consumable electrode gas-metal arc welding.
4. It emits brighter UV rays when compared to other welding processes.
5. Transfer of molten tungsten from the electrode to the weld causes contamination. The resulting tungsten inclusion is hard and brittle.
6. Equipment is more sophisticated. So, it is also more costly.
7. TIG tends to be less forgiving and not as user-friendly as MIG.
Applications:
1. Aluminium, magnesium and copper alloys can be welded easily. Inconel, carbon steels and stainless steels can be welded.
2. Thin parts and sheet metals can be welded easily.
3. Can sealing, instrument diaphragms and transistor cases can be welded very efficiently.
4. Expansion bellows and other delicate parts can be joined.
5. Atomic energy, aircraft, chemical and instrument industries use this welding process.
6. A rocket motor chamber fabrication welding can be done by this process.
No comments:
Post a Comment