Resistance welding process is a pressure welding process in which heavy current is passed for short time through the area of interface of metals to be joined with the application of pressure. In other way, it may be defined as "Resistance welding is a thermo-electric process in which heat is generated at the interface of the parts to be joined by passing an electrical current through the parts for a precisely controlled time and under a pressure”.
The various types of resistance welding are as follows:
(a) Spot welding
(b) Seam welding
(c) Projection welding
(d) Resistance butt welding
(e) Flash butt welding
(f) Percussion welding.
Key advantages of the resistance welding process include:
● Very short process time
● No consumables such as brazing materials, solder, or welding rods
● Operator safety because of low voltage
● Clean and environmentally friendly
● A reliable electro-mechanical joint formed.
1. Principle of Resistance Welding
The name "resistance" welding derives from the fact that the resistance of the workpieces and electrodes are used in combination or contrast to generate the heat at their interface. Heat is generated by the passage of electrical current through a resistance circuit. Heat is generated in localized area which is enough to heat the metal to sufficient temperature so that the parts can be joined with the application of pressure. The force applied before, during and after the current flow forces the heated parts together so that coalescence will occur. Pressure is required throughout the entire welding cycle to assure a continuous electrical circuit through the work. Pressure is applied through electrodes. The pressure is applied by mechanical, hydraulic or pneumatic systems.
In resistance welding, the parts to be joined are heated to plastic state by their resistance to the flow of electric current and mechanical pressure is applied to complete the weld. In this process, there are two copper electrodes in a circuit of low resistance as shown in Figure 2.17. When the current is passed through electrodes, the electrical resistance at the metal joints becomes very high. So, the metals are brought to red-hot plastic condition. Now, the mechanical pressure is applied to complete the weld. The heat developed by the current is proportional to the electric resistance of the weld.

AC with a suitable transformer is used for the power supply. Usually, 4 V to 12 V is used dependent on the composition, area and thickness of the metal to be welded. The power supply ranges from 6 to 18 kW per cm3 area used.
Resistance welding processes differ from other welding processes in the aspect that no fluxes are used and filler metal israrely used. All resistance welding operations are automatic. Therefore, all process variables are preset and maintained constant.
2. Parameters Influencing in Resistance Welding
The important characteristics of the resistance welding process is the transfer of heat to two parts being welded for obtaining a proper fusion even if the plates are dissimilar from the stand point of material or thickness.
The principle of resistance welding is the Joule heating law where the heat (Q) is generated depending on three basic factors. Therefore, the heat generated in the weld may be expressed by the equation
Q = KFRT
where
K ⇒ Thermal constant
I ⇒ Current in amps
R ⇒ Resistance of the workpiece assembly
T - Time of current flow.
The weld current (I) and duration of current (T) are controlled by the resistance welding power supply. The resistance of the workpieces (R) is a function of the weld force and the materials used. The thermal constant "K" can be affected by part geometry, fixturing and weld force.
From the above equation, it is clear that there are three major parameters involved in weld quality as follows:
● The amount of current that passes through the work
● The pressure that the electrodes transfer to the work
● The time the current flows through the work.
Resistance welding equipment utilizes programmers for controlling current, time cycles, pressure and movement. Welding programs for resistance welding can become quite complex. In view of this, quality welds do not depend on welding operator skill but more on the proper set up and adjustment of the equipment and adherence to weld schedules.
If the proper heat balance is existed only, the proper fusion can be obtained by providing an electrode with a smaller contact area at the thinner sheet and a thicker electrode at the thicker sheet together with very high current densities for short time. If two dissimilar metals with different electrical conductivities or thermal conductivities are to be joined,
1. Large contact area electrode should be used for the one which has higher electrical conductivity, and
2. Small contact area electrode should be used for the one which has higher thermal conductivity.
3. Advantages, Limitations and Applications of Resistance Welding
Advantages:
1. Less skill is required to operate the resistance welding machine.
2. This type of welding is well suited for mass production as it gives a high production rate.
3. There is no need of using consumables such as brazing materials, solder or welding rods in this process except for the electrical power and a relatively smaller electrode wear.
4. Heating the workpiece is confined to a very small part which results less distortion.
5. It is possible to weld dissimilar metals as well as metal plates of different thickness.
6. It has a short process time.
7. It offers more safety to operator because of low voltage.
8. It produces clean and environmentally friendly weld.
9. A reliable electro-mechanical joint is formed.
10. The heat is localized, action is rapid and no filler metal is required.
11. The operation can be easily mechanized and automated due to the need of less skill.
12. Both reliability and reproducibility can be obtained with high degree.
13. The welding process is more economical.
Limitations:
1. The resistance welding machine is highly complex.
2. Certain resistance welding processes are limited only to lap joints.
3. Spot welds have low tensile and fatigue strength.
4. Equipment is not portable as it is heavy.
5. The cost of equipment is high.
Applications:
1. Resistance welding is used in mass production for welding sheet metal, wire and tubes.
2. It is used in welding bars, boxes, cans, rods, pipes and frames metals of medium and high resistance materials such as steel, stainless steel, monel metal and silicon bronze which are easy to weld.
3. It is used in welding aircraft and automobile parts.
4. It is used for making cutting tools.
5. It is used for making fuel tanks of cars, tractors etc.
6. It is used for making wire fabrics, grids, grills, mesh weld, containers etc.
4. Resistance Spot Welding
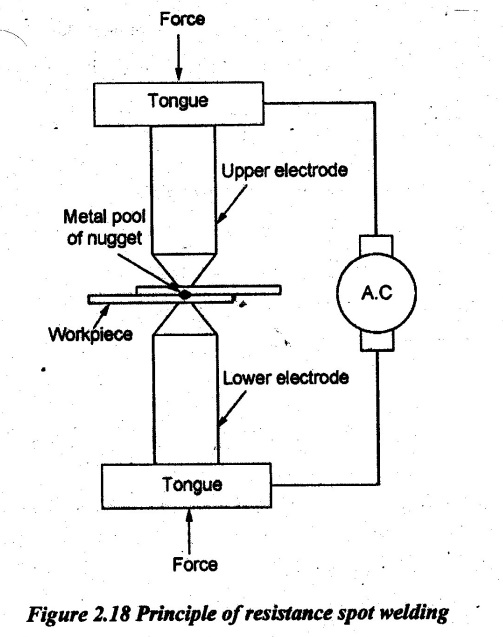
Resistance spot welding is used for making lap joints. By using this method, the metal sheets ranging from 0.025 mm to 1.25 mm thickness can be easily welded. The metal pieces are assembled and placed between two copper electrodes and then current is passed. The parts are heated at their area of contact by electrical resistance. Then the electrodes are pressed against the metal pieces by mechanical or hydraulic pressure as shown in Figure 2.18.
The electrodes must possess high electrical and thermal conductivity and they retain the strength at high temperature. So, they are made of pure copper for a limited amount of service and alloys of copper or tungsten or molybdenum alloys for the extended service life. The electrode pressure can be in the range up to 2 kN. Electrodes are cooled by water during the operation to prevent overheating.
Spot welding can be done on metal strips up to 12 mm thick. All combination of ductile metals and alloys can be spot-welded. It is used for fabricating all types of sheet metal structures where the mechanical strength rather than water or air tightness is required.
Applications of resistance spot welding:
1. It is frequently used in the creation of auto body components with a robot arm moving the spot welding device about the stationary auto frame. Typical car body has about 10,000 spot welds.
2. It is widely used in mass production of automobiles, appliances, metal furniture and other products made of sheet metal.
3. It is used in the manufacture of sheet metal goods.
4. It is used in making cookware and muffler.
5. Other applications include appliances and metal furniture i.e. virtually anything involving the joining of sheet metal.
5. Resistance Seam Welding (RSW)
Seam welding is a variation of resistance spot welding. In spot welding, if both bottom and top electrodes are replaced by rotating wheels, it is called seam welding. In resistance seam welding, the welding electrodes are motor driven wheels as opposed to stationary rods. The result is a 'rolling' resistance weld or non-hermetic seam weld. The spot welding is not continuous one whereas seam welding is used to produce continuous joint between two overlapping pieces of sheet metals.
In seam welding, overlapping sheets are gripped between two wheels or roller disc electrodes and current is passed to obtain either the continuous seam i.e. overlapping weld nuggets or intermittent seam i.e. weld nuggets are equally spaced. Welding current may be continuous or in pulse form.
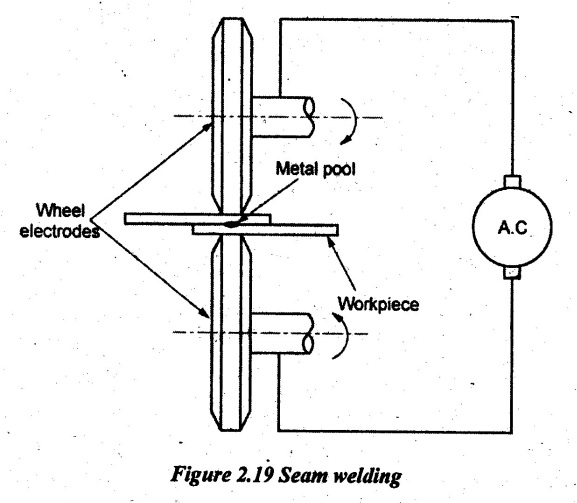
The electrically conducting rollers produce spot weld when the current reaches a high value. This process can be carefully controlled to produce continuous seam. The workpieces are placed between two rotating wheel electrodes as shown in Figure 2.19. When electric current is passed through electrodes, high heat is produced on the workpieces between wheels. At the same time, the pressure is applied to complete the weld. The workpiece is continuously moved in between the wheels. Thus, the leak proof continuous seam is achieved by supplying coolant to the electrodes.
Resistance seam welding can be inappropriate where sharp corners in the seam are required. To prevent warping of parts as the seam is created, a good workpiece fixturing is necessary with this method. Surfaces must be kept very clean.
Applications of resistance seam welding:
1. It is used to make tin cans, leak proof tanks, automobile mufflers, gasoline tanks, drums, radiators, household utensils, transformers, refrigerators, evaporators and condensers, automobile bodies etc. It is also used for welding thin sheets.
2. Circumference weld is possible in rectangular or square or even in circular shapes.
3. Butt welding can be done for producing seam welded pipes and tubes.
6. Projection Welding
Projection welding is an electric resistance welding process that uses mall projections, embossments or intersections on one or both components of the weld to localize the heat and pressure.
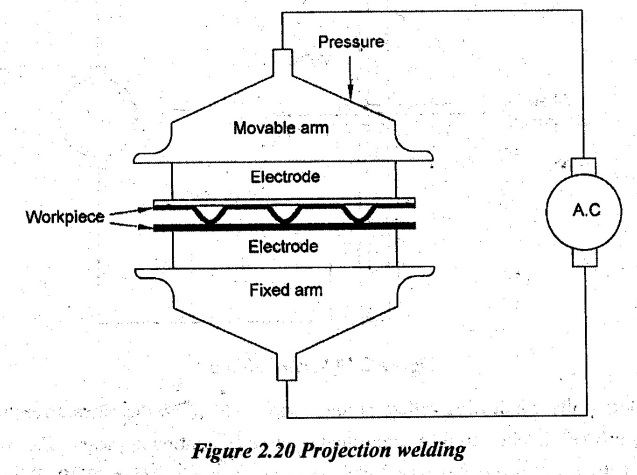
In this type of welding, a series of spots are welded at a time. The metal pieces to be welded are placed between two metal arms which act as electrodes. One of the workpieces has projections on its surface as shown in Figure 2.20. The workpieces are clamped between arms. When AC power is supplied, the welding current passes through these projections.
The heat is produced at the contact point of the base metal because of high electrical resistance. Now, the workpieces are pressed together by bringing down the upper electrode. The projections are made into flat under pressure and the two pieces are joined together by a strong weld at all points of contact.
The surface at the projection must be clean before welding. There should not be any scale, dirt and grease on the surface. An un-cleaned surface will reduce the resistance to the current flow. So, the joint will be weaker.
Projection welding is used for joining thin sheet metals of thickness up to 3 mm. It is used in automobile industries. A wire or rod may be easily welded on its length of a flat surface. This welding process is used in mass production.
Applications of projection welding:
1. It is used to make press-tools.
2. This process is more suitable for cross welding of a number of wires or rods which are commonly used to make wire fencing, shopping carts and stove grills.
3. Projection welding is mainly used in an automobile sector,
4. Fasteners can be welded to surfaces when the fastener has machined or formed projections on its head.
5. It is used in refrigeration works such as condensers, gratings, racks etc.
7. Resistance Butt Welding
It is one kind of resistance welding. There are two types of resistance butt-welding, namely,
1. Upset butt welding
2. Flash butt welding.
(i) Upset Butt Welding
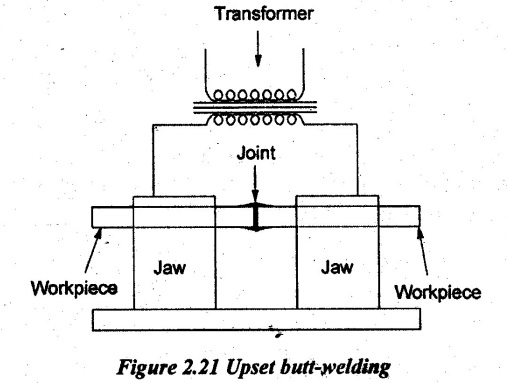
For making upset welding, edges of the workpiece should be cleaned perfectly and flattened. The parts to be welded are clamped in copper jaws as shown in Figure 2.21. The jaws act as electrodes. Both workpieces edges are prepared and butted together. There may be some gap between parts but it should be such that no arcing takes place. Then the jaws are brought together in a solid contact when the current flows through the point of contact of jaws to form a locality of high electric resistance. At this point, the applied pressure upsets or forges the parts together.
Applications of upset butt-welding:
1. This process is mainly used for welding nonferrous materials of smaller cross section such as bars, rods, wires, tubes etc.
2. Upset welding is used to make a closure of capsules, small vessels and containers.
3. It is applied in welding steel rails.
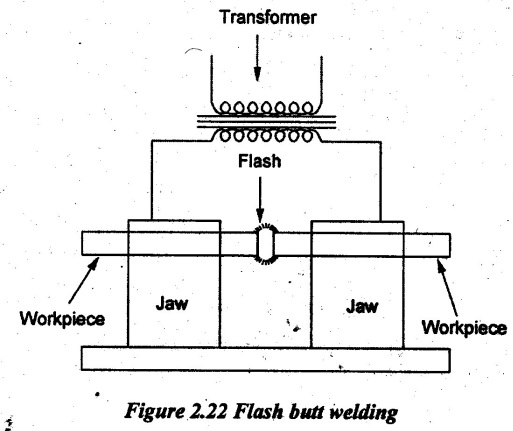
(ii) Flash Butt Welding
The welding process in which the ends of rods are heated and fused by an arc struck between them and forged to produce a weld is called flash butt welding.
In this process, the parts to be welded are clamped in copper jaws of the welding machine. One of these jaws is stationary and the other one is made as movable. They act as electrodes. The jaws are water-cooled when they are connected to the heavy current electric power supply. The workpieces are brought together in a slight contact. When the current flows through the workpieces, an electric arc or flash is produced. The ends reach fusing temperature and power is switched off. Now, the ends are forced together by applying mechanical force to complete the weld.
In this welding, a small projection is produced around the weld. That projection is finished by grinding. Welded parts are often annealed to improve the toughness of the weld. This process is used for the part having larger cross section. This process is suitable for welding steel and ferrous alloy other than cast iron.
Applications of flash butt welding:
1. Butt welding is used in automobile construction of the body, axles, wheels frames etc. Non-ferrous alloys such as lead, tin, zinc, antimony, bismuth and their alloys cannot be welded by this method.
2. It is also used in welding motor frames, transformers tanks and many types of sheet steel containers such as barrels and floats.
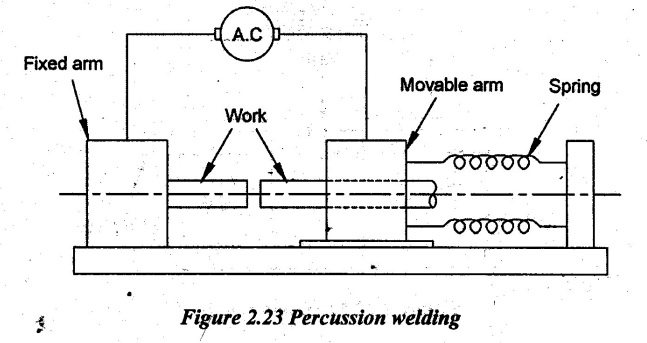
8. Percussion Welding
It is one type of resistance butt-welding process. The parts to be welded are clamped in copper jaws of the welding machine in which one clamp is fixed and other one is movable. The movable clamp is backed up against the pressure from a heavy spring as shown in Figure 2.23. The jaws act as electrodes. Heavy electric current is connected to the workpieces. Now, the movable clamp is released rapidly and it moves forward at high velocity. When the two parts are approximately 1.6 mm apart, a sudden discharge of electrical energy is released thereby causing an intense arc between two surfaces. The are is extinguished by the percussion blow of two parts coming together with sufficient force to complete in 0.1 second. No upset or flash occurs at the weld. This method is primarily employed to join dissimilar metals. This method is limited to small area about 150 to 300 mm2.
Amount of energy required to make joint depends on the following factors.
(i) Cross-sectional area of joint
(ii) Properties of work metal or metals
(iii) Depth to which metal is melted on workpieces.
Advantages of percussion welding:
1. The time cycle involved is very short.
2. Shortness of arc limits melting and heating.
3. Heat-treated and cold worked materials can be welded without annealing.
4. No filler metal is required.
5. No cast structure is produced at the interface.
6. Welding of dissimilar metal and copper to steel is possible.
7. Welding of metals with high melting point such as tungsten, molybdenum etc. are ne possible by this method.
Limitations of percussion welding:
1. The welding process is limited to butt joints.
2. Total area is limited.
3. Similar metals can usually be joined more economically by other processes.
4. Welding is typically dirtier and less smooth than resistance welding.
5. The process is usually confined for joining of dissimilar metals not normally considered weldable.
6. With nib start percussive arc welding, a starting nib must be cut onto workpieces.
7. The workpieces must be free of oil or dirt."
Applications of percussion welding:
1. It is used for fine wire leads to filaments such as in lamps and electrical components.
2. The method is also used to weld pins, studs, bolts and so on.
9. Resistance Stud Welding
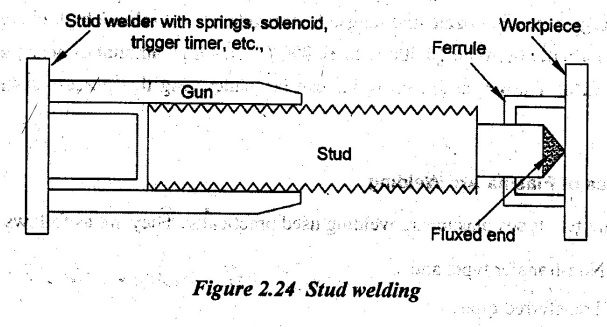
It is one kind of resistance welding process. An electric arc is produced between stud and flat surface of the workpiece. The arc melts the end of the stud and the pressure is applied on the stud to fix it on the work metal surface.
A special welding gun is used for stud welding which consists of spring, solenoid, trigger, timer etc. The stud is placed in the welding gun. The front end of the gun is held against the work surface. When the trigger of the gun is pressed, welding current flows between end of the stud and work surface. An arc is produced between the gap of the stud and work. It melts the end of the stud. A molten pool is formed on the work surface. Now, the melted end of the stud is pressed on the molten pool of work and it gets welded to the work. The front end of the stud has a flux coated conical surface. The flux protects the welding from atmospheric effects. The ferrule is used to guide and locate the stud to the proper position. The process is automatic and it is used for welding metal studs on bodies without drilling and tapping. The time required for welding is approximately one second. This process is used in mass production.
Applications of stud welding:
1. In the automotive industry, the process is used to assemble heat shields, power steering and dashboard components, instrument panels, insulation, exhaust systems, lighting systems, brake lines, trim and electrical wire routing.
2. Furniture manufacturers use this welding for metal household and office furniture, lawn furniture, shelving and racks.
3. Jewelry such as earrings and pins are made.
4. Cookware such as utensils, pots, pans and handles are made.
No comments:
Post a Comment