The word laser stands for Light Amplification by the Stimulated Emission of Radiation (LASER). It is a strong coherent monochromatic beam of light which can be highly concentrated with a very small beam divergence.
The focused laser beam has the highest energy concentration of any known source of energy. The laser beam is a source of electromagnetic energy or light that can be projected without diverging and it can be concentrated to a precise spot.
The coherent light emitted by the laser can be focused and reflected in the same way as a light beam. The focused spot size is controlled by a choice of lenses and the distance from it to the base metal. The spot can be made as small as 0.076 mm to large areas 10 times as big. A sharply focused spot is used for welding and cutting operations. The large spot is used for heat treating. Laser welding is suitable for welding deep narrow joints with depth-to-width ratio ranging from 4 to 10.
Laser beam welding (LBW) is a welding process which produces coalescence of materials with the heat obtained from the application of a concentrated coherent light beam impinging upon the surfaces to be joined. It is a non-contact process that requires access to the weld zone from one side of the parts being welded. It is also a thermoelectric process accomplished by material evaporation and melting.
Laser-beam welding (LBW) utilizes a laser beam as the heat source. Light energy is converted into heat energy. Here, the light energy is produced from the laser source such as ruby rod in the form of monochromatic light. If the beam can be focused onto small area, it has high energy for deep penetrating capability. Beam focusing is achieved by various lens arrangements because this focusing ensures high density. LBW does not require a vacuum chamber. So, Heat Affected Zone (HAZ) is small and thermal damage to the adjacent part is negligible.
1. Working Principle
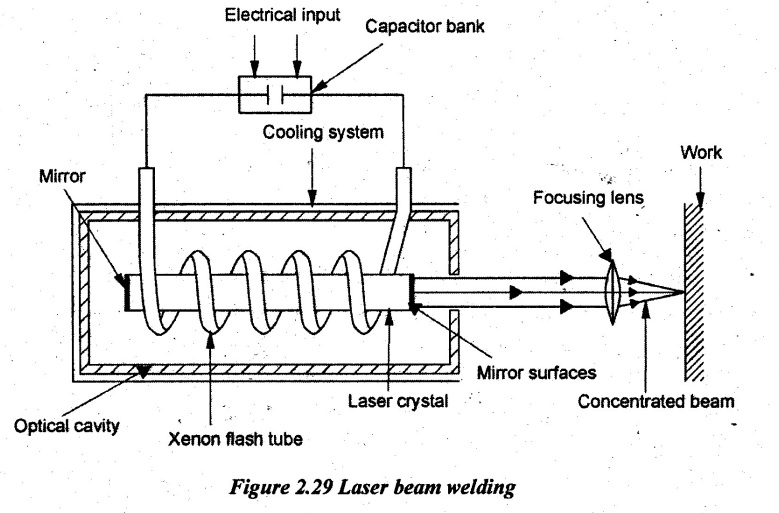
The working principle of a laser welding is shown in Figure 2.29. An intense green light is made to fall on a special man-made ruby of 10 mm in diameter having 0.05% by weight of chromium oxide. When ruby rod is exposed to the intense green light flash, the chromium atoms of crystal is excited and pumped to a high energy level beam.
Each excited atoms emits red light which is in phase with colliding red light wave. After reaching the critical intensity, the chain reaction of collisions becomes strong enough to cause a burst of red light. The red light gets continuously amplified.
The parallel ends of the rod are mirrored to enhance and bounce the red light back and forth within the rod. The mirror at the front of the rod is only a partial reflector which allows the burst of light to escape through it.
Due to electrical discharge from capacitors, the flash tube converts the electrical energy into light flashes. This high energy level is immediately reduced to intermediate and dropped to original state with the evolution of red fluorescent light.
The laser light is not only intense but also can be readily focused without loss of intensity. The laser light is focused by the focusing lens to the workpiece in the form of coherent monochromatic light. When this light energy is impacted to the workpiece, it converts into heat energy. This heat energy is sufficient to melt the materials to be welded.
2. Primary Types of Lasers used in Welding
The various laser forms that are generally used are as follows:
1. Liquid laser
2. Gas laser
3. Carbon dioxide laser
4. Solid-state laser
5. Ruby laser, and
6. Semi-conductor laser.
3.Advantages, Limitations and Applications of Laser Beam Welding
Advantages:
1. Even very small holes can also be welded.
2. There is no vacuum requirement such as an electron beam.
3. Accuracy is greater.
4. There is no heat loss.
5. There is no need of electrodes and filler metals.
6. Neat and clean surface finish can be obtained.
7. EBW can be used to weld dissimilar metals which are difficult to weld.
8. Better quality weld can be produced. It produces less tendency for incomplete fusion, spatter, porosity and distortion.
9. It ensures precise working with exact placing of the energy spot welding of complicated joint geometry.
10. It produces low thermal distortion.
11. Large working distance is possible.
12. It works with high alloy metals without difficulty.
Limitations:
1. Welding process is slow.
2. Limited depth of weld can be done.
3. It is not suitable for large production.
4. Capital cost for equipment is high.
5. Optical surfaces of the laser are easily damaged.
6. Maintenance cost is high.
7. Rapid cooling rate may cause cracking in some metals.
Applications:
1. Thin metals about 0.5 mm to 1.5 mm thick can be welded. It includes welding of foils, stents, sensor diaphragms and surgical instruments.
2. It can joint dissimilar metals such as copper, nickel, chromium, stainless steel, titanium and columbium.
3. It is very much useful in electronic components welding.
4. It is used in aircraft components joining.
5. In automotive industry, it is mostly used for welding transmission components.
6. Laser beam welding of high-strength aluminium alloys is used for aerospace and automotive applications.
No comments:
Post a Comment