Moulding is the process of making a mould cavity by packing the prepared moulding sand around the pattern and removing the pattern from the mould to form the mould cavity. In shortly, moulding is defined as the process of making a cavity similar to the product required in sand.
1. Types of Moulds
Moulding process may be classified according to the type of material with which the mould is made. Similarly, the selection of a mould is governed by the type of metal to be cast, size of casting, accuracy and the surface finish of the casting. There are different types of moulds as given below:
1. Green sand mould
2. Dry sand mould
3. Loam mould.
1. Green sand mould:
The green sand contains silica sand, clay, water and additives. It contains 10 to 15% of clay, 4 to 6% of water and remaining percentage of silica sand. It is porous. The green sand mould is that the mould in which the molten metal is poured immediately after the mould is prepared, These moulds are preferred for making small and medium size castings. It is specially used for non-ferrous metals and alloy castings.
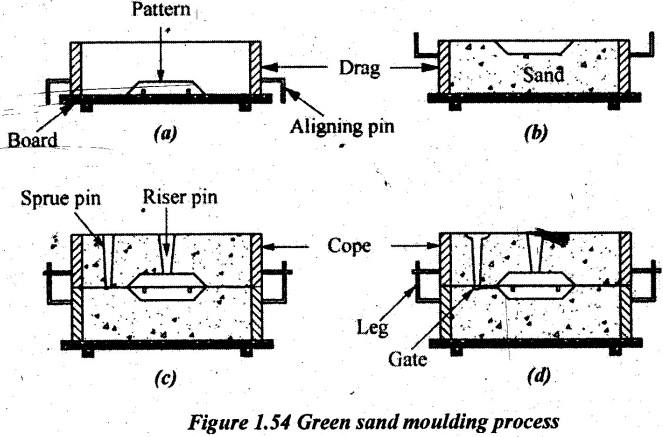
The procedure for making green sand mould (Flour or Bench moulding method) is explained below:
1. Here, a two-piece split pattern is used. One half of the split pattern is placed at the center of the moulding board as shown in Figure 1.54 (a). ̧
2. The drag box is placed around the pattern. Dowel pins are connected on the drag box.
3. 20 mm layer of facing sand is first placed around the pattern and then the drag is filled up with green sand.
4. Sufficient ramming is done by the peen end of the hand rammer. During ramming, if necessary, additional sand can be put into the drag. Later, the sand around pattern and the edges of the moulding box are rammed with the help of a butt-end of the rammer.
5. Excess sand is removed by strike-off bar.
6. Vent holes are made by vent wire which is used to escape the steam and gases produced during pouring of the molten metal.
7. The top surface is made as smooth by a trowel.
8. Then the drag is tilted upside down as shown in Figure 1.54 (b).
9. The parting sand is sprinkled over the pattern to avoid sticking of pattern with the moulding sand. Also, it avoids sticking of the surface of green sand on cope with the sand on drag.
10. Top half of the pattern is placed correctly in position.
11. The cope box is placed correctly in position on the drag using dowel pins as shown in Figure 1.54(c).
12.. Riser pin and sprue pin are placed in a correct position.
13. The operations of filling, ramming and venting of the sand on cope are done similar to drag.
14. Sprue pin and riser pin are removed. Then, pouring basin is formed at the top of the cope box to facilitate easy pouring of the metal.
15. Cope and drag are separated.
16. Draw spike is driven into the pattern pieces and shaked lightly. Then pattern pieces are withdrawn slowly.
17. A gate is cut on the top surface of the drag. It should be exactly below the sprue on the cope.
18. The mould surfaces are coated with coating material such as graphite to get smooth surface to the casting.
19. Then core is set in position, if necessary.
20. Finally, the cope and drag are assembled. Weight is placed on the cope to prevent the cope from floating up when the molten metal is poured. Now, the mould is ready for pouring.
Advantages:
1. It needs less time for making the mould since drying is not required.
2. The process is less expensive.
3. It can be used for all metals.
4. Mould distortion is less.
5. It does not restrict the free contraction of metal.
Limitations:
1. Surface finish is less.
2. Strength of the mould is low.
3. Defects such as blow holes may occur.
2. Dry sand mould:
If the green sand mould is dried after making the mould, it is called dry sand mould. The dry sand is a mixture of silica sand, coal dust and binders such as clay, bentonite and molasses etc. The step-by-step procedure of making dry sand mould is similar to green sand moulding. The only difference is that the mould is dried after it is made by green sand. The drying may be done by oxyacetylene flame for large moulds whereas ovens are used for small moulds.
Dry sand moulds are used for large castings such as engine cylinders, engine blocks, and machine block and mill rolls.
Advantages:
1. It is stronger than green sand mould.
2. It has better dimensional accuracy.
3. Permeability is more.
4. It can be stored for long time.
Limitations:
1. It is more time-consuming process as it requires heating.
2. Cost is high.
3. It is subjected to hot tear.
3. Loam moulding:
For some very large castings, moulding boxes and patterns cannot be used because of more expenses and other limitations. Such large castings are made by the use of loam moulding. Loam sand is a mixture of silica sand, water, graphite powder and more amount of clay. The mould made by using loam sand is called loam moulding. It is made by pit moulding method. Initially, the rough framework is made by bricks. The loam sand is applied over the brickwork. A sweep pattern is used to get the required shape of the mould. It is swept around the mould to remove excess sand.

Plates and bars can be used to reinforce the brickwork. In this way, the mould cavity is made. Then it is dried. Now, the mould is ready for pouring. Loam moulds are also made by using skeleton patterns.
It is used for large cylinders, large bells, wheels, kettles, gear wheels, pans and other large machine parts.
Advantages:
1. Large castings can be made with less cost because no pattern and mould boxes are required.
2. It gives good surface finish.
3. Accurate castings can be produced.
Limitations:
1. It is time-consuming process.
2. Skilled labours are required.
No comments:
Post a Comment