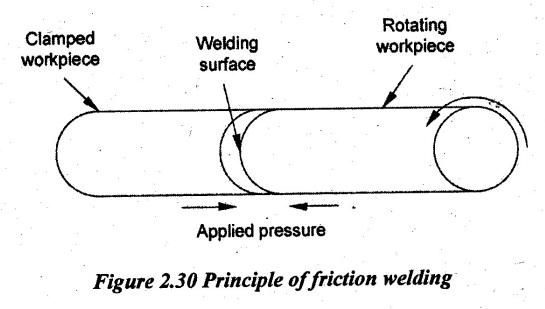
Principle:
Friction welding is a solid state welding process in which coalescence is achieved by frictional heat combined with pressure as shown in Figure 2.30. The heat is obtained through mechanical friction between rubbing surfaces of workpieces in relative motion to one another.
Working:
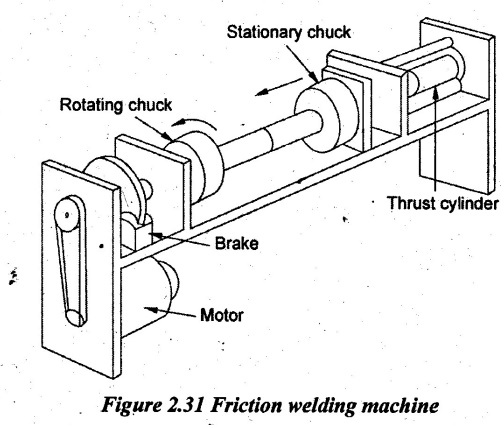
Initially, the components to be welded are held in chucks or clamps. One part is rotated at high speed (1500 to 3000 rpm) using a rotating chuck and other part is held stationary using a stationary chuck as shown in Figure 2.31. During welding, the stationary chuck is moved and contacted with the rotating component under pressure. The heat is produced between contact surfaces. This heat is used to weld the components under pressure. Pressure is used to generate sufficient heat to reach a bonding temperature within a few seconds. The pressure during welding varies between 40 MPa to 450 MPa. The heat is concentrated and localized at the interface. Grain structure is refined by hot work and there is little diffusion across the interface. During this period, the rotation is stopped and pressure is retained or increased to complete the weld. Then, the metal is slowly extruded from the weld region to form an upset. For stopping the relative motion, the brake system is used.
When properly carried out, no melting occurs at faying surfaces during welding. No filler metal, flux or shielding gases are normally used. Process can be fully automated. It is possible to weld solid steel bars up to 250 mm in outside diameter by using friction welding.
Variety of metals can be joined by this process as well as it gives variety of metals combination which cannot be joined by a conventional process. The materials that can be welded using friction welding are listed as follows.
1. Brass and bronze
2. Copper and nickel
3. Lead
4. Ceramics
5. Titanium alloys
6. Stainless steel
7. Tungsten
8. Vanadium
9. Aluminium and aluminium alloys
10. Magnesium alloys.
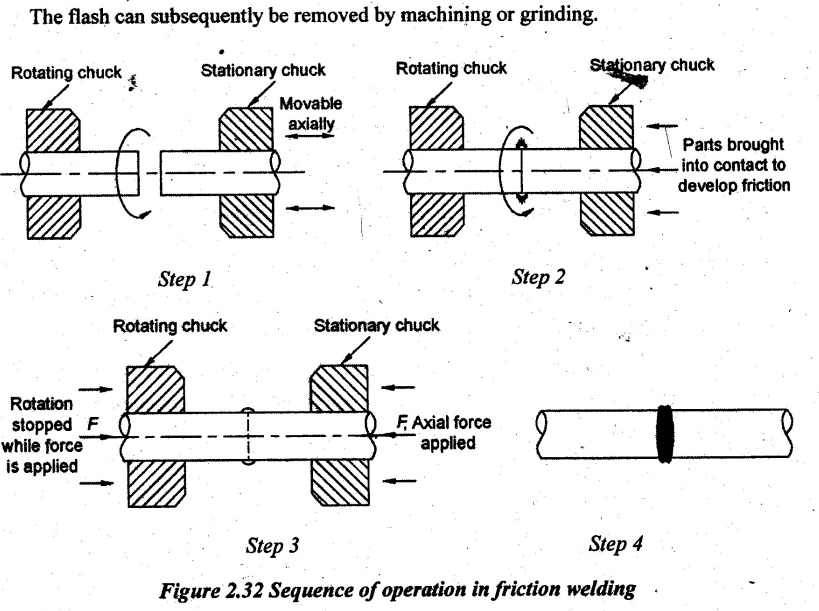
1. Sequence of Operation in Friction Welding
The sequence of operation in the friction welding process (Figure 2.32) is as follows:
Step 1: Component fitted to rotating chuck is rotated at high speed.
Step 2: Component fitted to stationary chuck is brought into contact under an axial force.
Step 3: As axial force is increased, the flash begins to form.
Step 4: Component fitted to rotating chuck comes to stop as the weld is completed.
2. Types of Friction Welding
There are three types of friction welding as follows:
(i) Continuous-drive or spin friction welding
(ii) Inertia friction welding
(iii) Linear friction welding.
3. Advantages, Limitations and Applications of Friction Welding
Advantages:
1. Power consumption is low.
2. The operation is easy and it uses simple equipment.
3. Parameters are easily determined.
4. Less time is required.
5. It is smooth and clean process.
6. Heat is quickly dissipated.
7. There is no need of using flux and filler metal.
8. It easily joins dissimilar metals.
9. The full surface of the cross section is made up of both metals, airtight and absent of voids.
10. Friction welds have higher strength than other means of joining.
11. Friction welds often cost less.
12. Friction welds minimize the Heat Affected Zone (HAZ) as compared to conventional flash welding.
13. There is no distortion and warping.
14. It is environmentally friendly process i.e. no fumes, gases or smoke generated.
15. It reduces machining labor thereby reducing tooling costs.
16. Reactive materials can be welded,
Limitations:
1. It is used only for joining small parts. Heavy components are not possible to weld.
2. There is a possibility of heavy flash out.
3. Heavy rigid machines are required due to high thrust pressure.
4. Process is restricted to flat and angular butt welds.
5. Only limited shapes of joints can be welded.
6. Equipment cost is high.
7. In case of tube welding process, the process becomes complicated.
8. In case of high carbon steels, it is difficult to remove flash.
Applications:
1. Because of high quality of the weld obtained, the process is widely accepted in aerospace and automobile industry for critical parts.
2. In aerospace industry, turbine blade joining, seamless joining etc. are produced using friction welding.
3. In automobile industry, bimetallic engine valve, axle shafts, universal joint yoke, gear hub etc. are produced using friction welding.
4. In consumer goods manufacturing, it is used for producing hand tools and sports equipment.
5. It is used in production cutting tools such as tapers, reamers and drills.
6. It is used for making simple forgings.
7. It is ideal for welding the spindles of the automobiles axle to its cage, welding piston eye to shaft and welding drill pipe to drill rod.
No comments:
Post a Comment