Electro Slag Welding (ESW) is a highly productive and single pass welding process for thick materials in a vertical or close to vertical position.
Principle:
Electroslag welding is a welding process in which the heat is generated by an electric current passing between consumable electrode (filler metal) and workpiethrough a molten slag covering the weld surface. In this process, the coalescence is formed by molten slag and the molten metal pool remains shielded by molten slag.
Working:
In this welding process, prior to welding the gap between two workpieces is filled with a welding flux powder. Electroslag welding is initiated by an arc between electrode and workpiece. Heat generated by the arc melts the flux powder and it forms molten slag.
Additional flux is added until the molten slag reaches the tip of the electrode. The slag having low electric conductivity is maintained in liquid state due to heat produced by the electric current. The slag reaches a temperature of about 1930°C. This temperature is sufficient for melting the consumable electrode and workpiece edges. Metal droplets fall to the weld pool and join the workpieces. Thus, the weld is formed.
In this welding process, after the molten slag reaches the tip of the electrode, the arc is extinguished. Heat is continuously produced by the electrical resistance of the molten slag. Because the arc is extinguished, electroslag welding is not strictly an arc-welding process. A single or multiple solid as well as flux-cored electrodes may be used.
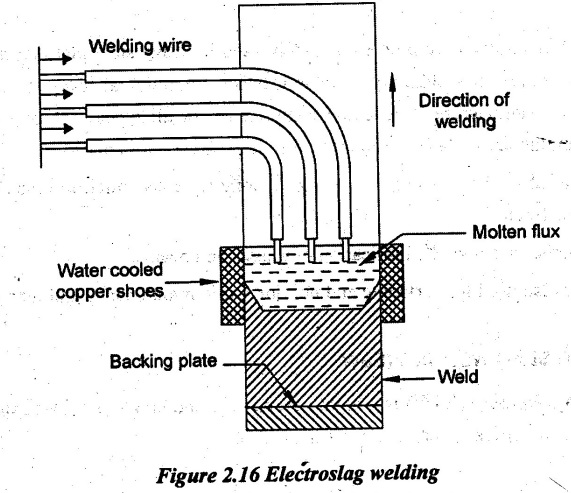
To contain the molten puddle, water cooled copper shoes or dams are placed on the sides of the vertical cavity. As the weld joint solidifies, the dams will move vertically-so as to always remain in contact with the molten puddle.
The electric current passes from the electrode to the workpiece through the slag pool. The welding flux used in electro slag welding should be cleared from impurities and oxidation.
The quality of weld in electroslag welding depends on the following factors:
● The ratio of width of the weld pool and its maximum depth known as form factor
● Weld current and voltage
● Slag depth
● Number of electrodes and their spacing etc..
The equipment used in ESW is all automatic and special design applications. Electroslag welding is capable of welding plates with thicknesses ranging from 50 mm to more than 900 mm and welding is done in one pass. The current required is about 600 A for 40 V to 50 V although higher currents are used for thick plates. The travel speed of the weld is in the range from 12 mm/min to 36 mm/min. So, the weld quality is high.
1. Advantages, Limitations and Applications of Electroslag Welding
Advantages:
1. Heavy thickness metals can economically be welded.
2. Stress formation is low.
3. Preparation of joints is easier.
4. Slag consumption is low.
5. High deposition rate of up to 20 kg/h is obtained during the weld.
6. Distortion is low.
Limitations:
1. It is difficult to weld cylindrical objects.
2. Hot cracking may occur.
3. Grain size becomes larger.
4. Toughness of the weld is low.
5. Only vertical position is possible.
6. The cost is high as the equipment is fully automatic and it is of special design.
Applications:
1. It is used mainly to join low carbon steel plates and sections are very thick.
2. It is used for welding thick sections of carbon steels alloys steels and nickel alloys.
3. This process is used for large structural-steel sections such as heavy machinery, bridges, ships and nuclear-reactor vessels.
4. Forgings and castings are welded.
5. Heavy plates can be welded.
No comments:
Post a Comment