1. Bench Moulding
Small moulds which can easily be lifted by a single worker are normally prepared on a moulding bench. The moulding bench is conveniently designed for storing sand and keeping moulding tools, cores etc. Both green and dry sand moulds can be made. The procedures are similar to previous articles on green sand mould and dry sand mould preperation. The moulding prepared by bench moulding is shifted to a separate place for pouring the metal.
2. Floor Moulding
Moulds for medium and large size castings are prepared by a floor moulding because large moulds are difficult to shift or handle. In this case, the moulding is done on the floor level itself. As the moulds cannot be shifted, the metal is directly poured into the mould cavity of the floor.
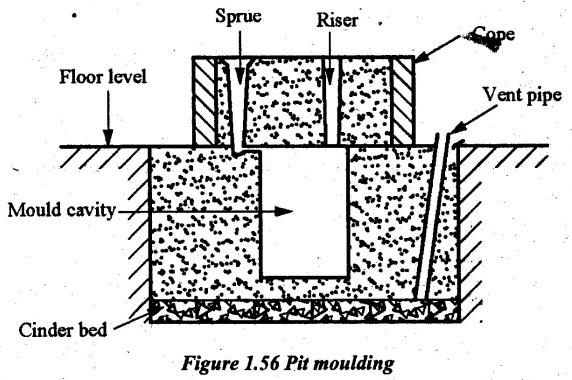
3. Pit Moulding
Very large and heavy castings are moulded in a pit. The pit is formed in the foundry floor itself. Pit acts as the drag part of the mould. The cope part is separately made and assembled with the pit mould as shown in Figure 1.56. Gates, runner, sprue and pouring basin are made in the cope. The sides of the pit are usually brick lined with refractory bricks. Sweep patterns are used to make the mould cavity.
4. Sweep Moulding
If the casting has similar profile with respect to the vertical axis, sweep moulding is prepared. It is used for producing large and medium size castings. This mould is made on the drag or on the floor. Green or dry sand may be used. Initially, the rough mould cavity is made by hand. A spindle is driven at the center of the cavity.
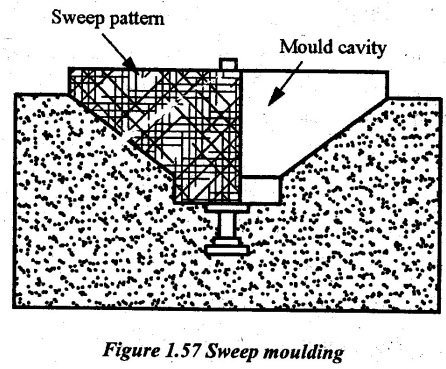
A sweep board having a part of the shape required is fitted in the spindle as Figure 1.57. The board is swept around the mould cavity to remove excess sand from the mould cavity. Then, the board and spindle are removed.
5. Plate Moulding
A match plate pattern is used for plate moulding. A number of pattern fitted in the plate. Gate and runner are also fitted in the plate. The match plate is place. the drag to the bottom of mould portion. Sand is filled and rammed. By removing the plate, mould cavities, runner and gates are formed in the drag.
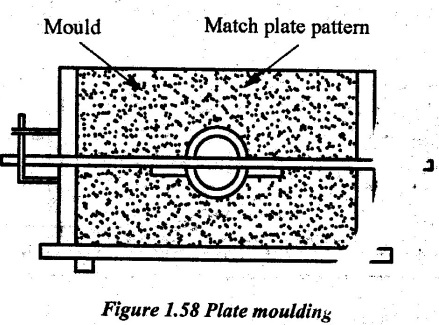
The plate is fitted with the cope to make the mould of other side. The cope is filled with sand and rammed. Now, the cope part is made with sprue and riser. Then, both the boxes are assembled for producing castings.
No comments:
Post a Comment