1. How are the organic materials classified?
1) Natural organic
2) Synthetic organic.
2. Give some natural organic materials.
Wood, coal, petroleum and natural rubber
3. Give some synthetic organic materials.
Plastics, synthetic rubber and glass.
4. Define degree of polymerization.
A polymer is made up of linking thousands of monomer. The degree of polymerization is defined as the number of monomeric units in a macromolecule or polymer molecule.
5. Make a note on polymerization.
A polymer is made up of linking thousands of monomer. The process of obtaining large molecule by linking many monomers is called polymerization process. It is achieved by one of the two processing techniques. They are as follows:
1. Addition polymerization
2. Condensation polymerization.
6. Define co-polymerization process.
The addition of two or more different monomers in additional polymerization process is called co-polymerization process.
7. What is condensation polymerization?
In condensation polymerization, two or more unlike monomers are linked and there is a repetitive elimination of smaller molecules to form a by-product. During this process, by-product such as water or ammonia is formed. This by-product formation is known as condensation.
8. How can be properties of polymers modified?
The properties of polymers are modified by the addition of agents such as "additives' and 'fillers'.
9. State the purpose of adding plasticizers. Give some examples of plasticizers.
To improve the plastic behaviour of the polymer, the plasticizers are added. The plasticizers are in the form of liquids with high boiling point.
Examples: Water, organic solvents and resins.
10. What are catalysts?
Catalysts are usually added to pro note faster and complete polymerization. The catalysts are also called 'accelerators' and 'hardeners'.
11. State the function of stabilizers.
Stabilizers are added to the plastics to retard the degradation of polymers.
12. Define initiators and give examples of them.
The initiators are used to initiate the reaction i.e. it allows to begin polymerization. They stabilize the end reaction of the molecular chains.
Example: H2O2 is a common initiator.
13. What are called elastomers?
Additives which are added to the plastics to enhance their elastic properties are called elastomers.
14. Describe fillers.
Fillers are used to economize the quantity of polymer required and to vary the properties to some extent. The fillers are used to improve the strength and stability of the plastics. The type of fillers used in plastics is mica and cloth fiber. The mica and asbestos are used to improve the heat resistance capacity of the plastics.
15. List out the materials for processing plastics.
Various materials used for plastics are as follows:
(a) Additives:
1. Plasticizers
2. Catalyst
3. Dyes and pigments
4. Initiators
5. Modifiers
6. Lubricants
7. Flame retardants
8. Solvents
9. Elastomers
10. Stabilizers.
(b) Fillers:
1. Mica
2. Cloth fibre
3. Asbestos.
16. Discuss the various properties of plastics.
(i) Elongation
(ii) Heat resistance
(iii) Resistance to corrosion
(iv) Insensitive to tension cracks
(v) High rigidity
(vi) High surface hardness
(vii) High viscosity
(viii) Short term maximum usage temperature
(ix) Resistance to shock
(x) Good durability
(xi) Low density
(xii) High strength-to-weight ratio
(xiii) Low humidity absorption
(xiv) Availability of wide variety of colours and transparent
(xv) General chemical corrosion resistance
17. Viscosity is an important property of a polymer melt in plastics shaping processes. Upon what parameters does viscosity depend?
Viscosity of a polymer melt depends on
(a) Temperature
(b) Shear rate
(c) Molecular weight of the polymer affects viscosity.
18. Classify the types of plastics.
1) Thermosetting plastics
2) Thermo plastics.
19. What are thermosetting plastics?
The plastics which are hardened by heat effecting a non-reversible chemical change are called thermosetting plastics.
20. What are the characteristics of thermoplastics?
The thermoplastics have separate long and large size molecules arranged side by side. It does not have any cross linking in their molecular structure. When thermo plastics are heated, it becomes very soft and rehardens on cooling. During heating, the linear bonding links between molecules breakup and molecules are separated. Relinking takes place on cooling and retains their hardness.
21. Give some example for thermo plastics.
1) Shellac
2) Polyethylenes
3) Polystyrenes
4) Acrylic resins
5) Vinyls
6) Polyamide
7) Methyl methacrylate.
22. Classify thermoplastics.
1. Cellulose derivatives
2. Synthetic resins.
23. Define polyaddition.
Polyaddition is a process in which many monomers are bonded together via rearrangement of bonds without the loss of any atom or molecule under specific conditions of heat, pressure, and/or the presence of a catalyst. Some of the plastics made by using polyaddition include polyethenes, polypropylene, PVC, Teflon, Buna rubbers, polyacrylates and polystyrene.
24. Give some examples for thermosetting plastics.
1) Polyesters
2) Silicones
3) Phenolics
4) Urea formaldehyde
5) Melamines
6) Epoxy resins.
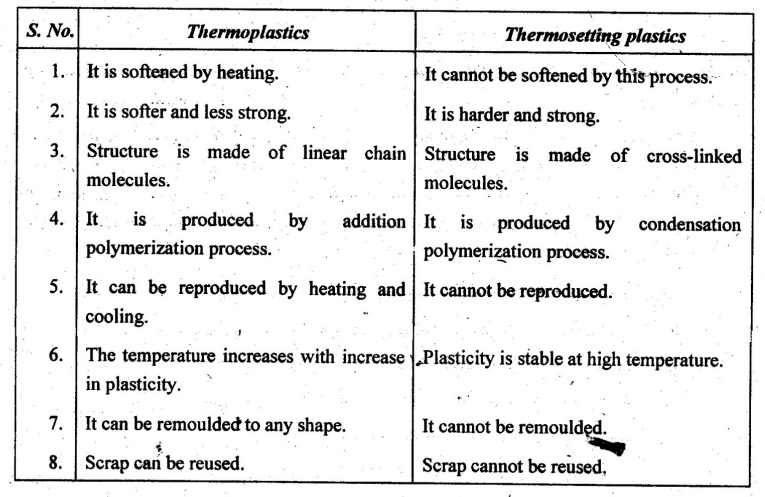
25. Name two important differences between thermoplastics and thermosetting plastics.
26. Give some additives added to manufacture rubbers.
1. Accelerator
2. Softener
3. Reinforcing agents
4. Fillers
5. Colouring agents.
27. Name the various methods of processing thermoplastics.
1. Injection moulding - Plunger and screw machines
2. Blow moulding
3. Rotational moulding
4. Film blowing
5. Sheet forming process
6. Extrusion process
7. Vacuum forming.
28. What are the two types of injection moulding?
1) Ram or plunger type injection moulding
2) Screw type injection moulding.
29. Why is screw injection moulding machine better than a ram type injection moulding machine?
The screw type injection moulding machine allows much more precise control over the speed of injection and the quality of articles produced than a ram type injection moulding machine. This machine also allowed material to be mixed before injection, so that coloured or recycled plastic could be added to virgin material and mixed thoroughly before being injected.
30. State the advantages of injection moulding.
1. High production capacity and less material losses are possible.
2. The cost is low and it needs less finishing operation.
3. It is used for making complex threads and thin walled parts.
4. Accuracy of ± 0.025 mm can be achieved.
5. Wide range of shapes can be moulded.
31. Write down the limitations of injection moulding.
1. Equipment of cylinder and die should be non-corrosive.
2. The reliable temperature controls are essential.
32. What are the applications of injection moulding?
1. It is used in making parts of complex threads.
2. Intricate shapes such as thin walled parts can be produced.
3. Typical parts such as cups, containers, tool handles, toys, knobs and plumbing fittings can be produced.
4. Electrical and communication components such as telephone receivers can be produced.
33. Name the defects in plastic injection moulding.
(i) Flow lines
(ii) Sink marks
(iii) Vacuum voids
(iv) Surface delamination
(v) Weld lines
(vi) Short shots
(vii) Warping
(viii) Burn marks
(ix) Jetting
(x) Flash.
34. How can be sink marks avoided?
The sink marks can be avoided:
(i) By increasing the amount of material feed
(ii) By increasing the cavity internal pressure
(iii) By lowering the cylinder temperature setting
(iv) By increasing the injection ratè
(v) By increasing the injection speed
(vi) By lengthening the injection time.
35. What are vacuum voids?
Vacuum voids are pockets of air trapped within or close to the surface of an injection moulded prototype.
36. Define surface delamination.
Surface delamination is a condition where thin surface layers appear on the part due to a contaminant material.
37. Mention any two ways to avoid weld lines formation during injection moulding.
(i) By raising the temperature of the mould or molten plastic
(ii) By increasing the injection speed
38. Define warping.
Warping (or warpage) is the deformation that occurs when there is uneven shrinkage in the different parts of the moulded component.
39. What is jetting?
Jetting refers to a situation where the molten plastic fails to stick to the mould surface due to the speed of injection.
40. Define flash.
Flash is a moulding defect which occurs when some molten plastic escapes from the mould cavity.
41. Explain briefly blow moulding.
Blow moulding is a moulding process in which air pressure is used to inflate soft plastic into a mould cavity. In this process, a hot extruded tube of plastic called parison is placed between two parts of open moulds.
42. Classify blow moulding.
1. Injection blow moulding
2. Extrusion blow moulding.
43. Write down the applications of blow moulding.
1. It is used in making plastic bottles and toys.,
2. The hollow containers are produced by this process.
3. The multi-layer blow moulding is used in cosmetics and pharmaceutical industries.
44. Briefly explain the steps involved in injection blow moulding process.
Step 1: The parison is injection moulded around a blowing rod
Step 2: Injection mould is opened and parison is transferred to a blow mould
Step 3: Soft polymer is inflated to conform to a blow mould and
Step 4: Blow mould is opened and blown product is removed.
45. How is extrusion blow moulding performed?
In extrusion blow moulding process, the starting parison is extrusion moulded rather than injection. In most cases, the process is organized as a very high production operation for making plastic bottles.
46. Write down the steps involved in extrusion blow moulding.
Step 1: The parison is extrusion moulded around a tube die
Step 2: The parison pinches at the top and seales at the bottom around a metal blow pin as the two halves of the mould come together
Step 3: The tube is inflated that it takes the shape of the mould cavity and
Step 4: The mould is opened and the solidified product is removed.
47. List out the typical products made by blow moulding process.
1. It is used in making plastic bottles and toys.
2. The hollow containers are produced by this process.
3. The multiplayer blow moulding is used in cosmetics and pharmaceutical industries.
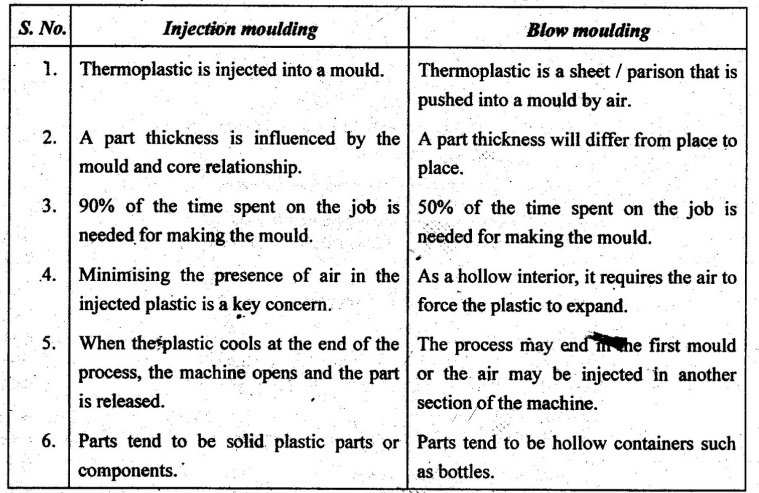
48. Differentiate between injection moulding and blow moulding.
49. What is the rotational moulding of plastics?
In this process, a measured quantity of polymer powder is placed in a thin walled metal mould. The mould is closed and it is rotated about two mutually perpendicular axes as it is heated.
50. What is the need for rotational moulding in manufacturing plastic components?
The rotational moulding is needed to make thin walled hollow parts.
51. State any four applications of rotational moulding.
1. It is used to produce toys using PVC.
2. It is used to make large containers of polyethylene.
3. It is used to make petrol tanks for motorcars from polyethylene and nylon.
4. Metallic or plastic inserts are moulded by this process.
52. Define film blowing.
The process in which a continuous tubular film is fabricated of which diameter varies from few centimetres to many metres is called film blowing.
53. Describe briefly the principle of film blowing.
Crystalline sharp melting polymers such as nylon or polyethylene terephthalate PET are very much suited for film productions by melt casting techniques. Initially, the heated plastic powder is extruded by using extrude machines called extruder. In this extruding process, the thin film is produced.
After extruding the thin film, it is stretched by pulling rollers through the chilled drum in the reeling wheel. The thin film is cooled in the chilled drum and the rollers are used to pull the film from chilled drum. The reeling wheel is used to make the film roll.
54. What are the applications of film blowing?
1. Industry packaging (e.g. shrink film, stretch film, bag film or container liners)
2. Consumer packaging (e.g. packaging film for frozen products, shrink film for transport packaging, food wrap film, packaging bags and seal packaging film)
3. Laminating film (e.g. laminating of aluminium or paper used for packaging for example milk or coffee)
4. Barrier film (e.g. film made of raw materials such as polyamides and Ethylene-Vinyl Alcohol Copolymer (EVOH) acting as an aroma or oxygen barrier used for packaging food such as cold meats and cheese).
55. What is calendaring in processing of plastics?
Calendering process is used for sheet making. A calender is a series of hard pressure rollers used to form or smooth a sheet of material such as paper or plastic film. In this process, the plastic compounds composed of resin, filler, plasticizer and other additives are heated for sometime and passed through the heated rollers.
56. Mention the applications of calendaring.
1. It is used for making PVC, tapes, and rainwear with very high production rate.
2. It is also used for making floor tiles and cellulose acetate sheets.
57. Write down the main distinct sections in extrusion process.
The screw has three distinct sections.
1. Feed section connects the material from hopper into the central region of the barrel.
2. Melt section in which plastic starts to melt.
3. Pumping section in which additional shearing and melting occur.
58. State the applications of screw type extrusion process.
1. It is used to make tubes, sheets, films, pipes, ropes and other profiles.
2. Complete shapes with constant cross sections can be extruded with relatively inexpensive tooling.
3. Plastic extruders are also extensively used to reprocess the recycled plastic waste or other raw materials after cleaning, sorting and/or blending.
59. Define thermoforming.
Thermoforming is the process in which the thermoplastic sheets are formed with the application of heat and pressure in a mould. Thin sheet (up to 1.5 mm) and thick sheet (about 3 mm) can be formed easily.
60. Mention the various methods of thermoforming.
1. Vacuum forming
2. Pressure forming
3. Matched die forming.
61. What are the advantages of thermoforming?
1. It is extremely adaptive to design requirement.
2. It is useful for rapid prototype development.
3. Initial setup cost is low.
4. Production cost is low.
5. There are less thermal stresses than injection moulding and compression moulding.
6. Dimensional stability is good.
62. List down various disadvantages of thermoforming.
1. Surface finish is poor.
2. Parts may have non-uniform wall
3. All parts need to be trimmed.
4. Ribs and bosses cannot be moulded easily.
5. Limited number of materials can be used.
6. Very thick plastic sheets cannot be formed.
63. Write down the applications of thermoforming process.
1. It is very much useful for making trays, drink cups and refrigeration door lines.
2. It is used for making panels for shower stalls and advertising signs.
3. Thin gauge parts made using thermoforming are primarily used to package or contain a food item, disposable cups, containers, lids, blisters and clamshells.
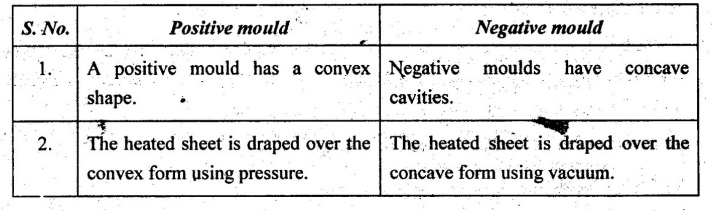
64. What is the difference between a positive mould and a negative mould in thermoforming?
65. What are the processes of thermosetting plastics?
1. Compression moulding
2. Transfer moulding.
66. What are the different types of compression moulds?
1. Flash type
2. Landed positive type
3. Positive type
4. Semi positive type.
67. What are the applications of compression moulds?
1. It is used to make dishes, handles, containers, taps and fittings.
2. Electrical and electronic components, washing machine agitators and housings are made by this process.
68. Explain briefly how transfer moulding process is carried out.
Transfer moulding is a modification of compression moulding. In this process, the amount of material is measured and inserted in a separate chamber called transfer pot before the moulding process takes place. The material is then preheated and loaded into a pot. A plunger is then used to force the material from the pot through the sprue and runner system into the mould cavities. The mould remains closed as the material is inserted and opened to release the part from the runner. The mould walls are heated to a temperature above the melting point of the mould material. It allows a faster flow of material through the cavities.
69. List down the points to be considered while designing the transfer mould.
1. Flow of materials should be easy.
2. Ejecting of mould should be easy.
3. Heating of all the parts should be uniform.
70. What are the advantages of transfer moulding?
1. Before completely filling the plastic in the mould cavity, little pressure is maintained inside the mould and it will create full liquid pressure inside the cavity.
2. The viscosity of flow material is reduced.
3. Uniform thickness of parts can be obtained.
4. Durable and dimensionally stable parts can be obtained.
71. Mention the limitations of transfer moulding.
1. The scrap rate for transfer moulded parts will usually be higher than compression moulded parts.
2. It is more complex than compression moulding.
3. Warpage is more of a problem because the flow of transfer materials is softer and shrinks more than compression grade materials.
72. List down the applications of transfer moulding.
1. It is used for batch production.
2. Short runs of mould metal occur during moulding. 3. Shape of mould can be readjusted.
73. Classify lamination process.
1. High pressure laminates
2. Low pressure laminates.
74. Mention the various stages in lamination process.
1. Saturation of the base with the resimulution.
2. Wet drying
3. Size cutting
4. Pressing.
75. State the uses of reinforced plastics.
Reinforced plastics are used for making thin sheets, aircraft panels, horns and storage bins.
76. What are the methods for joining plastics and composites?
1. Mechanical fastening
2. Adhesive and solvent bonding and
3. Welding or fusion bonding.
77. Write down the applications of solvent bonding.
There are many uses for solvent bonding in product fabrication including the sealing of fill and vent tubes to airtight products. It is used in manufacturing pipe systems and toys.
78. List out any four types of adhesives used in adhesive bonding of plastics.
(i) Epoxies
(ii) Methyl methacrylates
(iii) Silicone adhesives
(iv) Urethanes.
79. Define welding or fusion bonding of plastics.
Welding of plasties and their composites is the process of joining parts through heating in order to melt (or eventually soften) and fuse the polymer at the interface.
80. Explain briefly how friction bonding takes place in plastics.
In friction bonding process, one of the substrates is fixed while the other one is rotated with a controlled angular velocity. When the parts are pressed together, the frictional heat causes the polymer to melt and a weld is created on cooling.
81. What are the advantages of friction bonding?
1. Because the heat is generated at the interface, the properties of the adjoining material are not affected and the joint has good mechanical properties.
2. Due to heat produced directly on the surfaces being joined, this process has the advantages of high welding rate, adaptability to automatic control and usability under field conditions.
82. State the limitations of friction bonding.
1. The process can be used only if at least one of the components is cylindrical so that it can be rotated.
2. The major limitation of this process is that the flash is formed at the joint. Therefore, there is wastage of material. Also, it involves the additional cost in machining to remove this flash.
83. Mention the applications of friction bonding.
1. This welding process is used for domestic appliance components such as a cistern ball float.
2. It is used to make thermoplastic manifolds for the automotive industries.
84. Define ultrasonic welding in plastics.
Ultrasonic welding is a process in which mechanical vibrations of high frequency are used to melt and join plastics. Typical frequency ranges from 15 to 20 kHz.
85. State the advantages of ultrasonic welding.
1. It is used in mass production because the welding time are relatively short.
2. It is applicable for both amorphous and semi-crystalline thermoplastics.
3. It is used to bond dissimilar materials.
4. A large number of thermoplastics and a wide range of thickness can be welded.
5. Surface contaminants such as grease and graphite have no effect on weld quality.
6. The process is easy to apply and automate.
86. What are the limitations of ultrasonic welding?
1. Horn size is limited to design constraints.
2. The process and tools must be adapted to the materials to be welded.
87. Write down the applications of ultrasonic welding.
1. Food packaging and computer components.
2. Challenging and critical applications are the standard disposable butane lighter.
88. Mention the advantages of vibration bonding.
1. The parts of any shape can be joined.
2. The quality of joint is better than the joint obtained using rotating technique.
3. Weld time for large joint areas ranges from 5-15 seconds in making vibration welding about four times faster than hot plate technique.
4. Alignment of the finished parts is consistently good.
89. State the limitations of vibration bonding.
1. Linear vibration welding requires more complex machinery than spin welding. 2. Capital cost of equipment is high.
90. What are the applications of vibration bonding?
1. Most industrial applications of vibration welding involve linear joints that are too long for ultrasonic welding.
2. The consumer products such as spectacle frames and type writer cover are made.
3. Industrial applications include filter housings, motor saw housings, heating valves, air induction ducting etc.
91. What is induction bonding?
Induction welding utilizes inductive heating for melting down the polymer matrix in the joining zone. The components to be welded are submitted to an alternating electromagnetic field. When there are electrically conductive loops in the component, for example carbon fibre reinforcement, eddy currents are induced. It results in efficient localized heating of the plastic laminate.
92. Mention the applications of induction bonding.
Induction process is used to make spot, static-jig and scam welds.
93. How does hot gas welding differ from oxy-acetylene welding?
The only difference is that the open flame of oxy-acetylene welding is replaced by a stream of hot gas.
94. Write down any two limitations and applications of hot gas welding.
Limitations:
1. It is slow manual process.
2. This process cannot be used in mass production.
Applications:
1. Hot gas welding is frequently used to weld vinyl plastics, polysty-rene and some other plastic materials.
2. It is used for fabricating pipelines, pond liners and a wide variety of vessels.
95. What is hot tool welding?
In hot tool welding process, a hot tool transfers the heat to the plastic workpiece by direct contact. The four different hot tool welding processes which are used to join the plastics
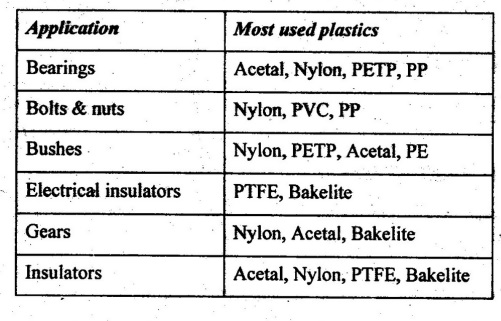
96. Write short notes on the application of plastics.
Applications of plastics in different domains are listed below:
No comments:
Post a Comment