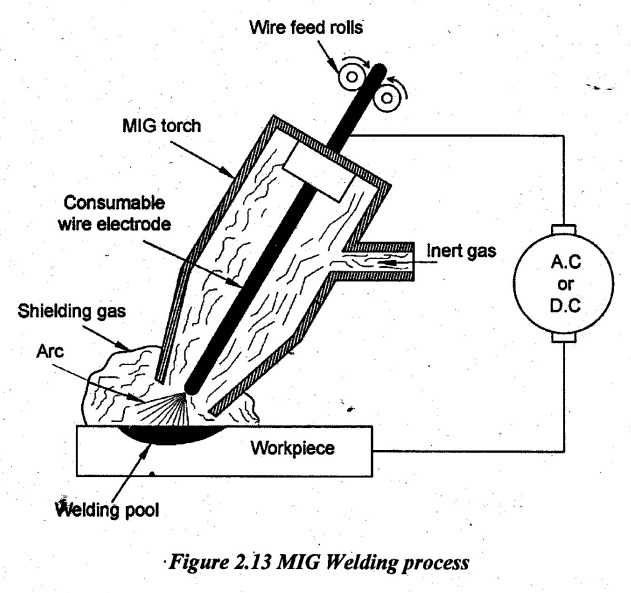
Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) welding. In this arc welding, the electric arc is produced between a consumable metal wire electrode and the workpiece. During welding, the arc and welding zone are surrounded by an inert gas as shown in Figure 2.13. Argon, helium, CO2, argon-Oxygen or other gas mixtures are used as the inert gas. The surrounded inert gas protects the weld from atmosphere.
A consumable electrode wire having chemical composition similar to the parent material is continuously fed from a reel to the arc zone through feed unit. The arc heats and melts both workpiece edges and electrode wire. The fused electrode material is supplied to the surfaces. of the workpieces, fills the weld pool and forms joint. Due to automatic feeding of the electrode, the process is referred to as a semi-automatic. The operator controls only the torch positioning and speed.
The welding can be done manually or automatically. Either DC generator or AC transformer is used for MIG welding. A constant voltage DC power source is most commonly used with GMAW but constant current systems as well as AC can be used. The current ranges from 100A to 400A depending upon the diameter of the wire. The welding head may be either air or water-cooled depending upon the current being used.
This process is used for welding thick plates. It is used for welding aluminum, stainless steel, nickel and magnesium without weld defects.
MIG welding equipment:
Gas metal arc welding equipment consists of a welding torch or gun, power supply, shielding gas supply and wire-drive system. The wire drive system pulls the wire electrode from a wire reel and it pushes through a welding gun. Figure 2.14 shows the schematic of MIG welding equipment.

MIG welding gases:
MIG welding uses typically three types of gas for shielding and they are given below.
● Argon
● Carbon dioxide
● Helium.
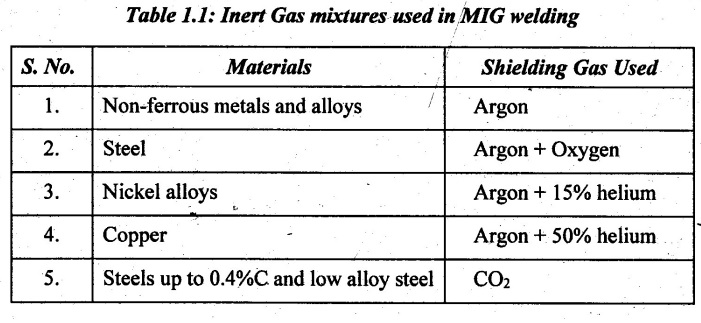
These three gases are typically used as a mixture depending on the metals which are to be welded as given in Table 1.1. The shielding gas needs to be matched to the electrode and base metal. If they are not compatible, then the welds will either not be strong or it will not weld properly.
The type of gas or gas mixture used in MIG welding is based on the following factors:
● How deep the weld penetrates the weld metal
● The characteristics of the welding arc
● The mechanical properties of the weld.
Materials suitable for MIG welding:
MIG welding is a welding process that can weld almost any metal. This process is versatile and can be used with a wide variety of metals and alloys including aluminum, copper, magnesium, nickel, many of their alloys as well as iron and most of its alloys. It may not always be the best choice for weld quality but MIG welding is a fast and cost efficient. This welding produces the results that are more than acceptable for most manufacturing and fabrication needs.
The three most common metals welded with a MIG welder are as follows:
● Carbon steel
● Stainless steel
● Aluminum with a special feeder because aluminum wire is very soft.
1. Difference between TIG and MIG Welding

2. Advantages, Limitations and Applications of MIG Welding
Advantages:
1. It is suitable for welding a variety of ferrous and non-ferrous metals.
2. No flux is required and hence, there is no slag to remove.
3. Multiple pass welding does not require any intermediate cleaning of weld pool.
4. Since it is relatively simple welding process, training the operators is easy.
5. This process is rapid, versatile and economical.
6. Welding productivity is double as compared to shielded metal arc welding.
7. Easy automation lends readily itself to robotics and FMS.
8. High welding speed is obtained.
9. It provides greater efficiency.
10. It produces high quality weld.
Limitations:
1. It cannot be used in the vertical or overhead welding positions due to the high heat input and the fluidity of the weld puddle.
2. The process is more expensive than any other types of welding.
3. Outdoor welding is not easy because of effect of wind, dispersing the shielding gas.
4. It needs a clean joint preparation.
5. The equipment is complex as compared to the manual metal-arc welding.
6. It needs more maintenance.
7. Contact tips may seize due to weld spatter.
8. Identifying the problem is difficult due to more number of parts.
Applications:
1. Since temperatures are relatively low, it is suitable for thin sheet section (less than 6 mm). Examples: Motorcar manufacture, shipbuilding, aircraft engineering, heavy electrical engineering and the manufacture of tanks, pressure vessels and pipes.
2. MIG welding can be used to establish hard facing or it can even be used to reinforce the surface of a worn out railroad track.
3. The most common application of MIG welding is automotive repair and such repairs can be carried out on a number of different vehicles whether they are large, small, light or heavy.
No comments:
Post a Comment