Manual Metal Arc Welding (MMAW) or Shielded Metal Arc Welding (SMAW) or Stick welding is the most commonly used type of arc welding process. 50% of all industrial welding and maintenance welding are currently performed by this process. In this process, metals are melted and joined by heating them with an arc between a consumable coated metal electrode and the workpiece. The stick electrode consists of core metal wire with an outer coating called flux. The flux assists in creating and stabilizing the arc and it provides the shielding gas which prevents the reaction of the molten metal with atmospheric air. It also removes the impurities from the molten metal and it forms a slag. This slag gets deposited over the weld metal. This slag protects the weld seam from rapid cooling.

In this process, the workpieces and electrode are melted by the arc and hence, both workpieces become a single piece without applying any external pressure. The temperature of arc is about 5000°C to 6000°C. The electrode supplies additional filler metal into the joints and it is deposited along the joint. A transformer or generator is used for supplying the current. The depth to which the metal is melted and deposited is called depth of fusion. To obtain a better depth of fusion, the electrode is kept at 70° inclination to the vertical.
The molten metal is forced out of the pool by the electric arc. Hence, a small depression is formed on the parent metal where the molten metal is piled up as shown in Figure 2.9. It is known as "arc crater". The distance between tip of the electrode and bottom of the arc crater is called "arc length”.
1. Manual Metal Arc Welding Equipment
The following are the most commonly used equipment for manual metal arc welding:
1. Welding power source, i.e. generator (DC) or transformer (AC)
2. Electrode
3. Electrode holder
4. Two cables - one for workpiece and other for electrode
5. Gloves
6. Protective shield
7. Apron
8. Wire brush
9. Chipping hammer
10. Safety goggles.
Figure 2.10 shows the basic equipment used for MMAW. In electric arc welding, both DC and AC are used for producing arc. DC machines and DC generators are driven by an electric motor. AC welding machines are transformers which are used for stepping down the main supply voltage because the available supply voltage is at 220/440 V. But, the normal welding requires 20 to 90 V. In the normal operation of a transformer, as amperage is increased, the voltage decreases and vice-versa.
Arc gap is proportional to voltage and heat generated during welding is proportional to current. DC welding is more expensive than AC welding. But, DC is preferred because of the control of the heat input offered by it. DC welding is generally preferred for difficult tasks.

The specifications of DC generator and AC transformer for welding are given below.
Specification for generator:
Generator - Separately or self-excited 3 phase 50 cycles per second
Current range - 50A to 500A DC machine
Circuit voltage - 30V to 80V
Arc voltage - 20 to 40V
Power factor - 0.7
Efficiency - 60%
Energy consumption - 6 to 10 kWh/kg of metal deposit.
Specification for transformer:
Transformer - Oil cooled, double wound, step down transformer,
3-phase 50 cycles per second
Current – 50A to 400 A AC machine
Circuit - 80V
Arc Voltage - 40V
Power factor - 0.4
Efficiency - 85%
Energy consumption – 4 kWh/kg of metal deposit.
2. Comparison of AC and DC Welding Machines

3. Electrodes and its Types
The electrode rod is made of a material that is compatible with the base material being welded and it is covered with a flux which protects the weld area from oxidation and contamination by producing CO2 gas during welding process. The electrode core itself acts as a filler material and hence there is need of separate filler material.
Commonly, there are two types of electrodes used in arc welding process. They are as follows:
1. Consumable electrode and
2. Non-consumables electrode.
1. Consumable electrode:
The consumable electrode is not only used to produce arc between work and electrode but it also provides filler material during welding. These may be made of various metals depending upon their purposes and the chemical composition of metals to be welded. Since, it melts during welding process, the electrode should move towards the work to maintain the constant arc length.
The consumable electrodes may be classified into following types.
1. Bare electrodes
2. Lightly coated electrode
3. Heavily coated electrode.
Bare electrodes do not have any coating of flux on their surface. They are rarely used to weld wrought iron and mild steel. They must be used only with DC straight polarity i.e. workpiece is connected to positive terminal and electrode is connected to negative terminal and hence, electrons flow from electrode to workpiece. When bare electrodes are used, the molten metal reacts with the atmosphere. It causes the defects in the weld. Therefore, it is used in the submerged arc welding and inert gas welding. In these processes, atmospheric reaction is prevented by separately supplying flux or inert gas.
Bare and coated electrodes are specified by the diameter and length. Electrodes are available up to 12 mm diameter and 450 mm long. For hand welding, the diameter of electrode will increase with the increase in the thickness of the workpiece. For heavy current, thicker electrodes are used. In semi-automatic welding and automatic welding, electrode wire wound as coil is used.
Lightly coated electrodes have a coating layer of several tenths of a millimeter and it is 1% to 5% of the electrode weight. The main purpose of light coating is to increase arc stability called ionizing coating. It does not prevent the oxidation of molten metal. The welds due to lack of protection of oxidation reaction have poor mechanical properties and hence, it is used for welding non-essential jobs.
Heavily coated electrodes are covered with high quality covering of 1 mm to 3 mm thick. This coating is composed of ionizing, deoxidizing, gas generating, slag-forming alloying and binding materials. The flux coating contains fluorides, carbonates, oxides, metal alloys and cellulose mixed with silicate binders. The weight of such coating is from 15% to 30% of the electrode rod. The greatest amount of welding is done with heavy coate electrode.
The flux coating is meant for the following purposes:
1. To give the stability to the arc.
2. To produce a gas shield around arc and molten metal which prevents atmospheric reaction.
3. To provide the formation of slag so as to protect the welding seam from rapid cooling.
4. To introduce different alloying elements to the weld metals. These alloying elements increase the strength of the weld.
5. To increase the deposition efficiency.
2. Non-consumable electrode:
Non-consumable electrodes are made of carbon, graphite or tungsten which do not consume during welding. Tungsten electrodes are used for DC as well as AC welding. Non- consumable electrodes are used in atomic hydrogen welding and TIG welding. Here, arc length remains constant and hence, it is stable.
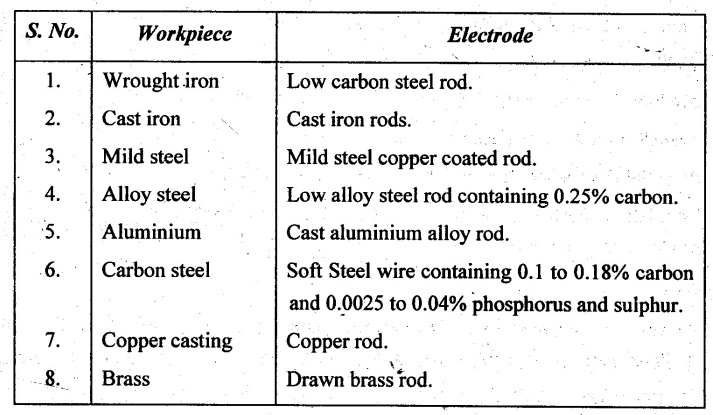
Choice of electrode for different materials:
The metal of the electrode will depend upon the kind of parent metal. The following table represents the electrodes used for welding different metals.
4. Advantages, Limitations and Applications of MMAW
Advantages:
1. Equipment is self-contained, portable and relatively inexpensive.
2. Electrode provides its own flux.
3. Most metals and alloys can be welded with MMAW.
4. It is a useful process for welding in confined spaces.
5. It performs better on unclean surfaces than other welding processes.
6. Most metal thickness can be welded with MMAW.
7. All welding positions are possible with MMAW.
8. It can be used under almost all weather conditions.
9. Arc is continuously visible to the welder.
10. The welder controls the arc.
Limitations:
1. It is not recommended for welding metals less than 1.5 mm thick.
2. Excessive spatter is produced during welding.
3. Frequent stop/starts are required to change electrode. Hence, the process is discontinuous.
4. Slag cleanup is required.
5. High level of skill is needed to produce sound welds.
6. Welds are subjected to porosity.
7. Arc blow must be controlled.
8. It needs more hand eye coordination.
9. Potential electric shock occurs from open circuit voltage.
10. Ventilation must be provided when welding in confined spaces. MMAW process produces large amounts of fumes and smoke.
Applications:
1. Because of the versatility of the process, simplicity of its equipment and operation, shielded metal arc welding is one of the world's most popular welding processes.
2. SMAW is often used to weld carbon steel, low and high alloy steel, stainless steel, cast iron and ductile iron.
3. While less popular for non-ferrous materials, it can be used for ickel, copper and their alloys.
4. It dominates other welding processes in the maintenance and repair industry.
5. Though flux-cored arc welding is growing in popularity, MMAW continues to be used extensively in the construction of steel structures and in industrial fabrication.
No comments:
Post a Comment