1. What is metal forming?
Metal forming is a manufacturing process of obtaining the required shape and size on the raw material by applying forces on it. These forces may be tensile force, compressive force, bending or shear force or combinations of these forces.
2. Give some examples for metal forming processes.
1. Rolling
2. Forging
3. Extrusion
4. Drawing
5. Press working.
3. Define hot working of metals.
Deforming the material at a temperature higher or equal to the recrystallization temperature of the work metal but below the melting point is called hot working. It may also be defined as the plastic deformation of metals and alloys under the conditions of temperature and strain rate.
4. What is meant by recrystallisation temperature?
The recrystallization temperature is defined as the "minimum temperature at which the complete recrystallization of a metal takes place within a specified time”.
5. Classify hot working operations.
1. Hot forging
a) Hammer forging
b) Drop forging
c) Upset forging
d) Press forging
e) Roll forging.
2. Hot Rolling
3. Hot extrusion
4. Drawing
5. Swaging
6. Hot spinning.
6. State the advantages of hot working process.
1. Force requirement is less when compared to cold working process for making the required shape.
2. As grain structure is refined, toughness, ductility and resistance can be improved.
3. Since large deformation is obtained, it is a quick and economical process.
4. Porosity is considerably minimised and density of the metal is increased.
5. This process is more suitable for all metals.
7. Mention the disadvantages of hot working process.
1. Surface finish may be poor due to oxidation and scaling.
2. Close tolerances and automation cannot be achieved due to high working temperature.
3. Tooling and handling cost are high.
4. Sheets and wires cannot be produced.
5. On account of the loss of carbon from the surface of the steel workpiece, the surface layer loses its strength. It may give rise to a fatigue crack.
8. Define cold working process.
Deforming the material at a temperature lower than the recrystallization temperature of the work metal is called cold working. The recrystallization temperature is about one half of the absolute melting temperature but generally cold working is carried out only at room temperature.
9. What are the advantages of cold working over hot working?
1. There is no heating required.
2. Better surface finish can be being obtained.
3. This process provides higher dimensional accuracy.
4. Thin material can be obtained.
10. Write down the limitations of cold working operations.
1. Higher forces are required for deformation.
2. Heavier and more powerful equipment are required.
3. Metal surfaces must be clean and scale-free.
4. Stress formation in the metal during cold working is higher. 5. This process may produce undesirable residual stresses.
11. Distinguish between hot working and cold working of metals.

12. What are the various forming processes?
1. Forging
2. Bending
3. Drawing
4. Squeezing
5. Embossing and
6. Nibbling.
13. Define forging.
Forging is the process of mechanical working of metals. In this process, the desired shape is obtained by the application of a compressive force.
14. Classify forging operation based on the process used.
1. Smith forging (or) open die forging
(a) Hand forging
(b) Power forging
2. Impression die forging
3. Closed die forging.
15. What are the types of forging operations based on the equipment used?
1. Hammer forging or drop forging
2. Press forging
3. Upset forging
4. Roll forging
5. Precision forging
6. Seamless rolled ring forging.
16. How is open-die forging carried out?
A heated work is placed on flat surface of anvil or between flat dies and the hammering force is applied. Hammering is done by giving repeated blows manually using a hammer or by a power hammer.
17. Mention the features of open-die forging.
1. Hot forging is used for relatively roughly shaped workpieces.
2. Simple processes such as upsetting and flattening are used to shape workpieces.
3. It has simple die cavities and shapes.
4. Multiple blows are required to workpiece.
5. For large workpieces, mechanical manipulators are used to position the part between blows.
18. Define hand forging.
The metal is heated and placed over the anvil by using tongs. One side of the former is held on the parts to be forged while the other side is struck with a sledge by a helper. The repeated blows are given by a sledge hammer to obtain the required shape in the metal.
19. Define power forging.
In forging, power hammer or power presses are used. Machines which work on forging by blow are called hammers whereas those machines working by pressure are called presses.
20. What is impression die forging?
In impression-die forging, the workpiece obtains the shape of the die-cavities or impression while being forged between two or more dies containing impressions of the part shape. Because the metal flow is restricted by the die contours, this process can produce more complex shapes with close tolerances than open-die forging processes.
21. What is meant by closed die forging?
Closed die forging is another form of impression-die forging. It is also called flashless forging. In this type of forging, the die cavities are completely closed which keeps the workpiece free from forming flash.
22. Give few examples of hot forged products.
(i) Wheel hub unit bearings
(ii) Transmission gears
(iii) Tapered roller bearing races
(iv) Stainless steel coupling flanges and
(v) Neck rings for LP gas cylinders.
23. Differentiate open die and closed die forging processes.
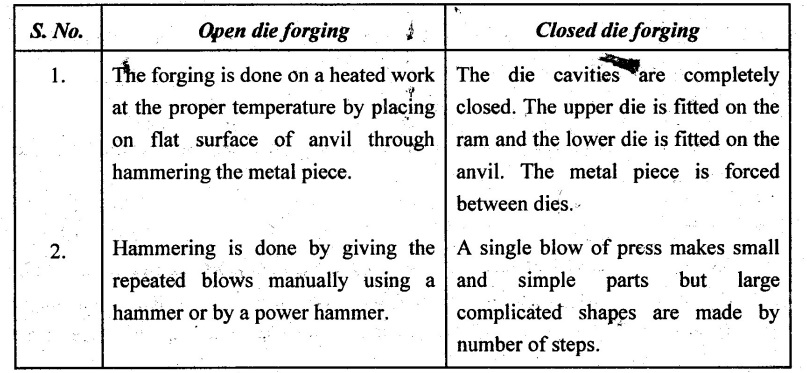
Open die forging
1. The forging is done on a heated work at the proper temperature by placing on flat surface of anvil through hammering the metal piece.
2. Hammering is done by giving the repeated blows manually using a hammer or by a power hammer.
Closed die forging
1. The die cavities are completely closed. The upper die is fitted on the ram and the lower die is fitted on the anvil. The metal piece is forced between dies.
2. A single blow of press makes small and simple parts but large complicated shapes are made by number of steps.
24. Why is drop forging called so?
The upper die is fitted on the ram and the lower die is fitted on the anvil. Both the dies have impressions. Two rollers are fixed on the board. When both rolls rotate opposite to each other, it drives the board upward and lifts the ram using friction. When the rolls are released, the ram drops down i.e. dropped by gravitational force and produce a working stroke. That's why this type of forging is called drop forging.
25. Define press forging.
Press forging is a process in which the metal is plastically deformed by squeezing action to get the required shape using mechanical or hydraulic presses. Press forging works based on slowly applying a continuous pressure or force to deform the metals.
26. What are the applications of press forging?
Press forging is used for making the components such as spanner, connecting rod, machine components etc.
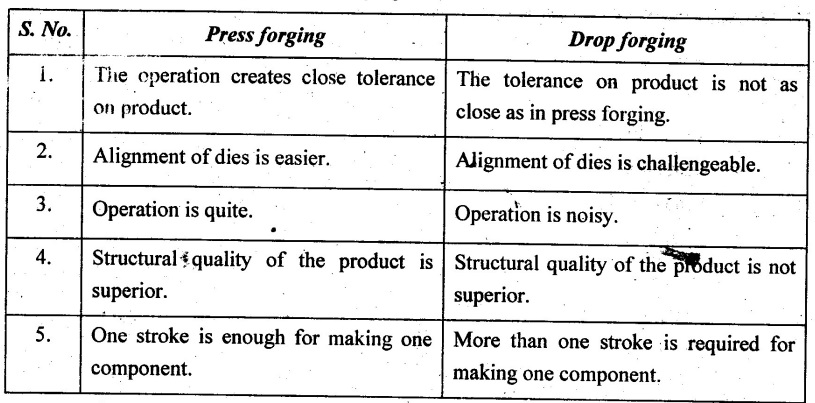
27. Compare press forging and drop forging.
28. What is upset forging?
The upset forging increases the diameter of the workpiece by compressing its length. The machine is having a die set. The die set consists of a fixed die, movable die and punch. The heated metal bar is held inside the solid die and the force is given to the punch. So, the punch will squeeze the heated metal to the shape of the die cavity.
29. How is roll forging performed?
A heated metal bar is passed between two rolls. Roll forging is performed by an impression-die forging operation. The roll forging machine consists of two horizontal rolls. A piece of heated stock is passed between rolls. As the rolls rotate, the heated metal is squeezed. It is used for reducing the cross section of a bar and producing a taper end. The most important use of this process is the preparation of preformed blanks.
30. State the applications of precision forging.
(i) Key components of aircrafts
(ii) Power generation equipment and
(iii) Automotive industries which have the high requirements on surface quality.
31. What is seamless rolled ring forging?
Seamless rolled ring forging is typically performed by punching a hole in a thick, round piece of metal (creating a donut shape) and then rolling and squeezing the donut shape into a thin ring. Ring diameters can be anywhere from a few cm to 10 m.
32. List down the forging tools in smithy shop.
1. Smith's forge or hearth
2. Anvil
3. Swage block
4. Hammers
5. Tongs
6. Chisels
7. Fullers
8. Flatters
9. Punch and drift
10. Set hammer.
33. Name the types of hammers used in forging.
(a) Ball peen hammer
(b) Cross-peen hammer
(c) Straight-peen hammer
(d) Sledge hammer.
34. Mention the purpose of using tongs in forging operations.
Tongs are used to hold the jobs in position and turning over during forging operation.
35. What is the use of chisel in forging?
Chisels are used to cut the metals in hot or cold states. The main difference between these chisels is in the included angle at the cutting edge.
36. What are fullers and flatters?
Fullers are used in pairs consisting of a top and bottom fuller. They are made of high carbon steel in different sizes to suit the various types of jobs. Bottom part of fuller is held in hardie hole of anvil with its square shape of shank.
Flatters are also known as smoothers. They are made of high carbon steel and consist of a square body fitted with a handle and flat square bottom.
37. How do the gravity hammers work?
The upper die and ram are raised by friction rolls gripping the board when the rolls rotate. After releasing the board, the ram falls under gravity to produce the blow energy. This potential energy is converted into kinetic energy as the die block falls and it is then dissipated as the deformation of the workpiece.
38. Classify power hammers.
1. Steam hammer
2. Pneumatic hammer.
39. What are horizontal counterblow hammers?
These machines are also called impactors and two rams are actuated by double acting cylinders. Heated stock is positioned vertically between dies by an automatic transfer mechanism.
40. Why are power presses preferred in forging operations?
The production of forgings using press is preferred because the whole operation is completed in a single squeezing action.
41. Mention the features of screw press.
(a) Energy is limited.
(b) It is suitable for small production quantities
(c) It can manufacture thin parts with high precision.
42. Write down the features of hydraulic press.
(a) These presses are operated at constant speed.
(b) It has limited load capacity.
(c) Initial cost of the press is high.
(d) It is relatively slow in speed.
43. Classify mechanical presses.
(a) Crank press.
(b) Eccentric drive press
(c) Knuckle joint press
(d) Rack and pinion press.
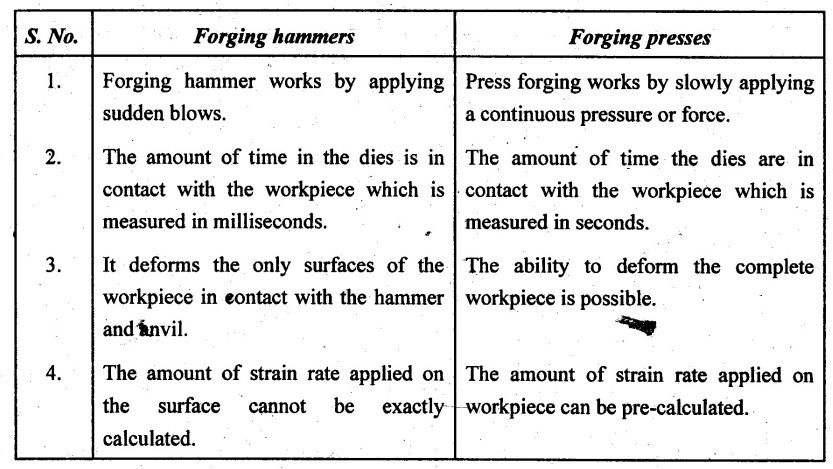
44. Differentiate between forging hammers and forging presses.
45. Define upsetting.
The operation of increasing cross-sectional area of a bar by decreasing its length is known as upsetting. The equipment used in this operation is called upsetter.
46. What is drawing down operation in forging?
In drawing down operations, the length of the metal increases with the corresponding decrease in its cross-sectional area. First, the metal is heated to a required length. The portion which is not required to draw may be in cold state. Then, the bar is placed on the anvil to draw the bar by using fuller and hammer.
47. What is meant by fullering?
Fullering is used to reduce the cross-sectional area of a portion of the stock. It is used as an earlier step to help in the distribution of metal of the work in preparation for further forging operation.
48. Define punching.
Punching is defined as a process of making a hole in a given job. In this operation, stock of bar is placed on the pritchel hole of the anvil or over a correct hole of swages block and then a punch in hot condition is used for producing the hole. External pressure on punch is given by hammering.
49. What is meant by drifting?
If a small hole is to be produced, the second stage of the operation called drifting can be performed by placing the work on the anvil face. Punching by using die is usually followed by drifting. In this operation, drift as a tool is made to pass through the punched hole to produce a finished hole of a required size. Drift is also a large sized punch.
50. Define piercing.
Making a blind or through holes with the help of a punch in the metal is known as piercing.
51. What is swaging?
Swaging is a forging operation that is used to reduce or increase the diameter of tubes and/or rods. It is done by placing the tube or rod inside a die that applies compressive force by hammering radially.
52. Define the term edging.
Edging is used to shape the ends of the bars and gather the metal The process is called "edging" because it is usually carried out on the ends of the workpiece.
53. What is called setting down in forging?
Setting down is a process of local thinning down effected by a set hammer. The work is usually fullered at the place where the settings down commence.
54. Define cutting operation in forging.
Cutting is a process in which a metal rod or plate cut out into two pieces with the help of chisel and hammer when the metal is in red hot condition.
55. Define trimming.
Trimming is a cutting operation to remove flash from workpiece in impression die forging. It is usually done while the work is still hot. So, a separate trimming press is included at the forging station.
56. What is called coining? Where is it used?
Coining is the process of squeezing the metal inside a confined closed set of dies. In this process, the metal is squeezed to flow into spaces of die surface. This process is used to produce coins, medals, metal buttons, jewelry and decorative items.
57. How is forge welding performed on the workpiece?
Joining two workpieces by forging operation is called forge welding. In this process, the workpieces are heated and cleaned thoroughly before going to the weld and the force is applied to the workpieces by hammer blows.to join together.
58. Compare forging and casting.

59. List down any four types of forging defects.
1. Cold shuts
2. Forging laps and folds
3. Incomplete filling of dies
4. Flakes.
60. What is web buckling defect in forged components?
Web buckling occurs in upsetting forging due to high compressive stress and insufficient material.
61. State the reason for the formation of internal crack in forging.
Internal cracks in forging is due to the secondary tensile stress produced during drastic change in shape of the raw stock.
62. Mention the advantages of forging operations.
(i) Components produced by the forging process are much stronger.
(ii) Forging provides better mechanical properties, ductility and fatigue and impact resistance.
(iii) Almost all metals such as ferrous and non-ferrous metals can be forged.
(iv) Less chances of defects in forged components.
(v) The metal parts can be easily shaped into the required form without damaging the crystal structure.
(vi) It provides the increased ductility and resistance to impact loading.
63. What are the disadvantages of forging process?
(i) Precise tolerances are less.
(ii) It is possible warping of the material during cooling process.
(iii) Metal grain structure varies.
(iv) Residual stress may occur.
(v) Heavier and more powerful equipment is needed.
(vi) Stronger tooling is required.
64. What is rolling process?
The process of plastically deforming the metal into semi-finished or finished condition by passing it between two rollers is called rolling process.
65. Classify rolling.
● Based on work temperature
• Hot rolling
• Cold rolling.
● Based on workpiece geometry
• Flat rolling
• Shape rolling.
66. What is hot rolling?
When the rolling is done at high temperature, it is called hot rolling. In hot rolling, the metal is heated to a plastic state and it is passed between two rollers which are rotated in the opposite direction.
67. State any two advantages of hot rolling.
● High production rate can be obtained.
● It is suitable for mass production.
68. Mention the disadvantages of hot rolling.
● Equipment cost is high.
● It is suitable for production of large sections only.
● Strength of the component is low.
● Possibility of oxide scaling is high.
69. Why is it necessary to condition the metal before hot rolling?
The metal is conditioned before hot rolling so that the metal may be rolled without any significant tendency to crack or split even though the metal has not been homogenized. The metal to be rolled is conditioned for hot rolling by reducing the cross- sectional area of the metal without splitting and cracking to destroy the columnar dendritic structure.
70. What is cold rolling?
In cold rolling, the metal is not heated and it retains the given shape by the action of the rolls.
71. Why is the surface finish of a rolled product better in cold rolling that in hot rolling?
When the material is processed repeatedly in cold reduction mills, the material get cooled (at room temperature) followed by annealing and tempers rolling. This process will produce the material with close dimensional tolerances and a wider range of surface finishes. Also, during cold rolling there are no recrystallisation and oxide scaling occur. These features produce better surface finish.
72. Write down the advantages of cold rolling.
● High production rate can be obtained.
● It is suitable for mass production of plates, sheets, foils etc.
● Strength of the component is high.
● There is no oxide scaling.
73. What are the disadvantages of cold rolling?
● Equipment cost is high.
● Limited to simple shapes only.
● It is suitable for small reduction of sections only.
74. What are the types of rolling mills?
1. Two high rolling mill
2. Three high rolling mill
3. Four high rolling mill
4. Multi high rolling mill
5. Tandem rolling Mill
6. Universal high rolling mill
7. Planetary rolling mill.
75. Define neutral point in rolling process.
Neutral point is the point in the arc of contact where the roll velocity and the strip velocity are the same.
76. Define true strain in rolling process.
True strain is the ratio between before stock thickness and after stock thickness.
77. What is strain rate sensitivity?
Strain rate is the change in strain (deformation) of a material with respect to time. It is the most important mechanical characteristic of a superplastic material which is its high strain rate sensitivity of flow stress.
78. What is roll-pass design?
Designing the sequence of intermediate shapes and corresponding rolls is called roll- pass design.
79. What does angle of bite in rolling mean?
The angle subtended by the centre of the roll with radial force in rolling operations is called angle of bite or angle of contact.
In other words, it can be defined as an angle between first contact of metal and radius of the roll. It joins the opposing rolls and the centres of them when metal is rolled.
80. List out any four parts that can be manufactured by shape rolling operations.
(a) Straight and long structural shapes
(b) Solid bars
(c) I-beams
(d) Channels
(e) Railroad rails.
81. Name the types of shape rolling process.
1. Ring rolling
2. Thread rolling and
3. Tube piercing.
82. What is ring rolling?
In ring rolling, a thick ring is expanded into a large diameter ring with a reduced cross section. First, the ring is placed between two rolls in which one of the roll is driven and the other is idler. A pair of edging rollers is used for maintaining the height constant. The ring thickness is reduced by bringing the rolls close together as they rotate.
83. Define thread rolling.
Thread rolling is a cold forming process by which straight or tapered threads are formed.
84. List down common methods of thread rolling.
1. Using fixed and movable flat dies
2. Using two or three roller type dies.
85. State the various defects in rolled components.
1. Surface defects
2. Internal structural defects.
3. Porosity, cavity and blow hole
4. Longitudinal stringers
5. Lamination
6. Alligatoring
7. Laps
8. Flakes or cooling cracks
9. Scratches.
86. Define drawing operation.
The process which is used to reduce the cross section of metal is called drawing.
87. Write down the applications of drawing.
1. It is very much useful to produce round, rectangular, square and hexagonal shapes.
2. Electrical wire and wire frame structures are made with this process.
3. It is useful to make the hydraulic systems of vehicles and industrial machineries.
88. Classify drawing.
1. Wire drawing
2. Rod drawing
3. Tube drawing
4. Deep drawing.
89. What is wire drawing?
Drawing of metal through a small aperture and wound in the form of coil is called wire drawing. The aperture is generally less than 5 mm diameter.
90. What is rod drawing?
The rod which is to be drawn should be straight and the maximum length of the rod drawn is depending on the carriage movement. The drawing speed varies rod to rod depending on the size of the rod.
91. Distinguish between wire drawing and tube drawing with sketches.

92. Define tube drawing.
Making a hollow cylinder and tubes by hot working processes such as extrusion and piercing is called tube drawing.
93. Classify tube drawing process.
1. Tube sinking.
2. Tube drawing with fixed plug
3. Tube drawing with floating plug, and
4. Tube drawing with moving mandrel.
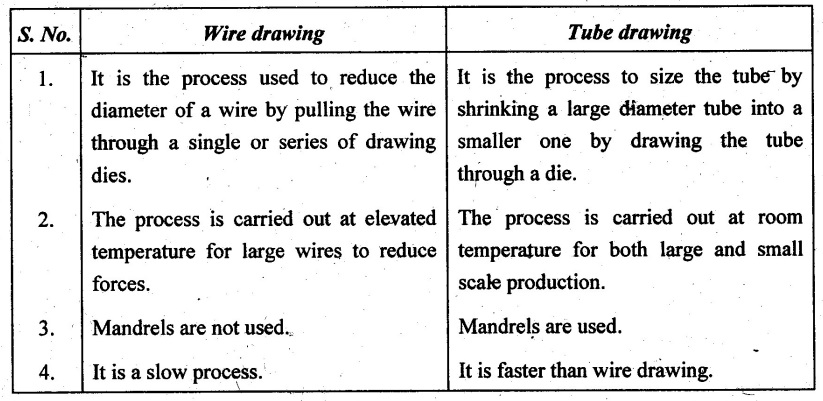
94. Differentiate between wire drawing and tube drawing.
95. Define deep drawing.
Deep drawing or sheet drawing is a metal forming process in which the sheet metal is stretched into the desired part shape. This process is used to make cup-shaped, box-shaped or other complex-curved hollow-shaped parts.
96. Name the various features of a drawing die.
● Entry region
● Approach
● Bearing surface
● Bell
● Approach angle
● Bearing surface
● Nib
● Back relief.
97. List the equipment used in drawing.
1. Draw bench
2. Bull block.
98. Define degree of drawing.
The ratio of the difference in cross sectional area before and after drawing to the initial cross sectional area is known as degree of drawing.
99. Name the various defects in parts produced by drawing.
1. Internal cracking
2. Surface defect.
100. Define extrusion process.
Extrusion is a compression forming process in which the work metal is forced to flow through a die opening to produce a desired cross-sectional shape.
101. What are the characteristics of hot extrusion process?
1. No fracture of metal is due to tensile stress.
2. Extrusion size depends upon the size of the cylinder.
3. Improved microstructures can be obtained.
4. Hollow shapes can also be extruded.
102. Classify extrusion process.

103. State the advantages of hot extrusion.
● Cost of equipment and tooling are moderate.
● It is suitable for large reduction.
● Long and complex shapes can be produced.
● Process is also very economical.
104. Write down the disadvantages of hot extrusion.
● Only constant cross section can be produced.
● It is not suitable for production of components with thin walls.
● Lubrication is necessary.
● Possibility of oxide scaling is high.
● Surface finish and dimensional accuracy are poor.
105. What are the types of hot extrusion?
1. Forward or direct extrusion
2. Backward or indirect extrusion.
106. Explain briefly how the direct extrusion process is carried out.
The heated billet metal is placed in a press which is operated by the ram and a cylinder. The heated metal billet is pushed by the ram and with the application of ram pressure the metal first plastically fills the die. Then, it is forced out through the die opening and finally cut at the die face.
107. Define the term extrusion ratio.
Extrusion ratio is defined as the ratio of the cross sectional area of the billet to the cross section area of the product.
108. Write a note on indirect extrusion process.
The extruded part is forced through the hollow ram. The hollow ram containing the die is kept stationary and the container with the billet is caused to move. The heated metal is placed in the die and the force is applied by the power operated hollow ram. So, the extruded metal is passed through the hollow ram.
109. What is impact extrusion?
Impact extrusion is the process making the required shape by striking slugs of metal by high impact.
110. What do you mean by lateral extrusion?
The process of extruding the component in radial direction in a die cavity using single or multiple opposite simple punches is called lateral extrusion.
111. What are the advantages of cold extrusion?
● High production rate, giving about 60 components per minute.
● Surface finish and dimensional accuracy are good.
● Generally no finishing operation is required.
● No oxidation takes place.
112. Mention the disadvantages of cold extrusion.
● This process suitable for production of light components with soft materials.
● Deformation is limited to small reduction.
113. Differentiate extrusion and forging.

114. How is tube extrusion performed?
For tube extrusion, a mandrel is connected to the am and the hot metal billet is placed inside the cylinder. When the ram is pushed, the mandrel presses through the die opening. It will produce the hollow tube. The clearance between mandrel and die wall decides the wall thickness of the tube.
115. Write down the advantages of tube extrusion.
1. It is faster and easier process for tube manufacturing.
2. Dimensional accuracy is high.
3. Making repeated extruded parts is easy.
4. Cleaning and replacing of dies are easy.
5. Small thickness section is also produced.
116. What are the limitations of tube extrusion?
1. It is not suitable for less quantity production.
2. The wastage of metal is high.
3. Initial cost is high.
4. The homogeneity is not uniform throughout its entire length.
5. The life of dies is too short.
117. Write a note on hydrostatic extrusion.
In hydrostatic extrusion, the container is filled with a fluid. Extrusion pressure is transmitted through the fluid to the billet. Here, the whole area of the billet is completely. circumscribed by a pressurized liquid, except the area of billet which is in contact with the die.
118. Name the methods of hydrostatic extrusion.
(a) Constant-rate extrusion
(b) Constant-pressure extrusion.
119. Mention the advantages of hydrostatic extrusion.
1. There is no friction between container and billet. It minimizes the force requirements, allows higher reduction ratios, faster speeds and lower billet temperature.
2. Uniform flow of material is obtained.
3. Large billets and large cross-sections are extruded.
4. Uniform hydrostatic pressure inside the container eliminates the requirement of billets being straightened and extrusion of coiled wire.
5. No billet residue is left on the walls of container.
120. State the disadvantages of hydrostatic extrusion.
1. The billets have to be prepared by tapering one end so that it matches the die entry angle.
2. It can be difficult to contain the fluid under the effects of high pressures (upto 2 GPa).
3. More handling time is required for the injection and removal of the fluid for every extrusion cycle.
4. Decreased control of speed of the billet and stopping occur because of potential stick- slip and enormous stored energy in the compressed fluid.
5. Decreased process efficiency is in terms of billet-to-container volume ratio.
No comments:
Post a Comment