A welding defect is any flaw that compromises the usefulness of a weldment. The improper welding parameters, base metal and selection of method introduce defects in the weldment. So, the defective weld causes failure in service conditions and damages to the properties. The defects in weld depend on thickness, load, environment and size of the weld. The major defects in the weld are as follows:
1. Lack of fusion
2. Lack of root penetration
3. Cracks
4. Cavity
5. Porosity
6. Undercut
7. Distortion
8. Slag inclusion
9. Lamellar tearing
10. Overlapping
11. Imperfect shape or unacceptable contour
12. Miscellaneous defects.
1. Lack of fusion:
Lack of fusion is the poor adhesion of the weld bead to the base metal. The parameter mainly affecting the welding is the amount of supply of current. If the current is very low, it is not sufficient to heat the metal all over the place. The wrong design of the weld also causes defects.
This defect can be avoided by increasing the welding current and reducing the deposition rate by lowering the travel speed.

2. Lack of root penetration:
Lack of root penetration is a defect in which fusion has not occurred throughout the cross section of joint due to improper penetration of the weldment. This defect occurs due to too small root gap, too large size electrode, high travel speed and incorrect use of electrode.
This defect can be avoided by providing wider root gap, lowering the travel speed and using electrodes with a diameter of approximately the gap width.

3. Cracks:
Fracture-type interruptions are either in weld or base metal adjacent to weld. It is a serious defect because it is a discontinuity in the metal that significantly reduces strength. It is due to embrittlement or low ductility of weld and base metal combined with high restraint during contraction. In general, this defect must be repaired.
The cracks are mainly classified into the following two types:
1. Hot cracking
2. Cold cracking.
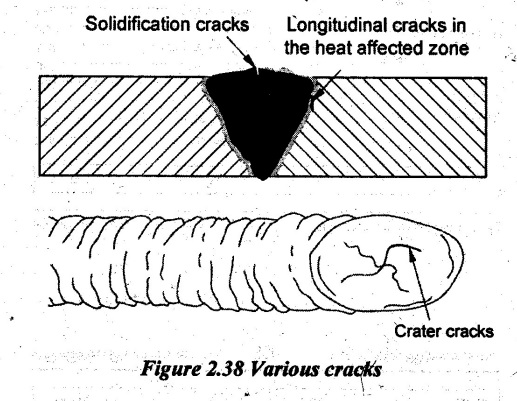
Figure 2.38 shows different types of cracks in the weldment. Hot cracking also known as solidification cracking can occur with all metals and happens in the fusion zone of a weld. To reduce the possibility of this type of cracking, excess material restraint should be avoided and a proper filler material should be utilized.
Crater cracks occur in the crater when the welding arc is terminated prematurely. The crack begins at a void in the welding crater which is caused by the solidification shrinkage. Crater cracks are normally shallow, hot cracks usually forming single or star cracks. These cracks usually start at a crater pipe and extend longitudinal in the crater. This crack can be avoided by moving back the electrode to fill-up the crater when finishing.
Hot cracking occurs at high temperature and cold cracking occurs at room temperature. The main causes of crack formation are:
1. Arc speed
2. Ductility
3. Solidification rate
4. Temperature.
Residual stresses can reduce the strength of the base material and it can lead to catastrophic failure through cold cracking. Cold cracking is limited to steels and it is associated with the formation of martensite as the weld cools. The cracking occurs in the heat-affected zone of the base material.
4. Cavity:
There are two cavity type defects that may present in the weldment.
(i) Porosity
(ii) Shrinkage voids.
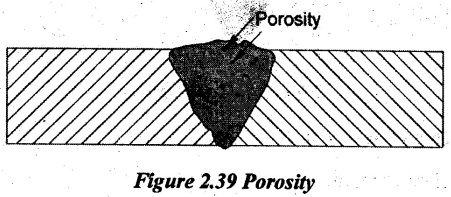
(i) Porosity:
It is small voids in weldment formed by gases entrapped during solidification as shown in Figure 2.39. Porosity is caused by improper gas shielding, moisture in the electrode, incorrect welding technique, improper cleaning of weld surface, sulfur in weld metal or surface contaminants. They occur mainly due to entrapped gases. Presence of gases such as oxygen, nitrogen and hydrogen in the solidifying metal produces porosity.
This defect can be avoided by drying electrodes before welding, proper shielding gas supply, dry and clean the weld surface.
(ii) Shrinkage voids:
Cavities are formed by shrinkage during solidification. This can be avoided by slow cooling of weld.
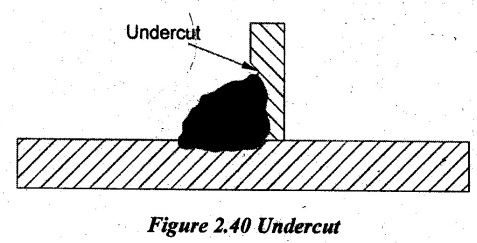
5. Undercut:
Undercut is a groove gets formed in the parent metal along the sides of the weld as shown in Figure 2.40. The main causes of the undercut are:
1. High arc voltage
2. Excessive arc length
3. Large electrode diameter
4. High welding speed
5. Inclination of electrode or electrode angle.
This defect can be avoided by reducing arc voltage, reducing arc length, using smaller diameter electrode, reducing welding speed and applying electrode angle of 30° to 45° with the slanting leg.
6. Distortion:
Distortion is defined as the change in shape and difference between positions of two plates during welding. The base metal under the arc melts and already welded base metal starts cooling. It creates a temperature difference in the weld and causes distortion.

The factors which are causing distortion are:
1. Insufficient clamping of workpieces
2. Many number of passes
3. Stresses in plates
4. Unsuitable welding sequence.
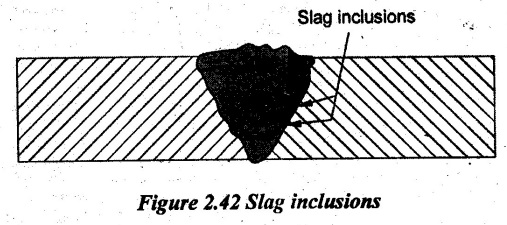
7. Slag inclusions:
Slag is formed by reaction with the fluxes and it is generally lighter. It has low density. So it will float on the top of the weld pool-and would chipped off after solidification. However, the stirring action of the high-intensity arc would force the slag to go into weld pool and if there is not enough time for it to float, it may get solidified inside the fusion and end up as slag inclusion.
The following are the causes of slag inclusion:
1. Improper cleaning of the weld beads in multi-pass welding.
2. Undercut on the previous pass.
3. Incorrect manipulation of the electrode.
4. Incorrect selection of flux powder.
8. Lamellar tearing:
It is mainly a problem with low quality steels. It occurs in a plate that has a low ductility in the through thickness direction which is caused by non-metallic inclusions such as suphides and oxides that have been elongated during rolling process. These inclusions mean that the plate cannot tolerate the contraction stresses in the short transverse direction. It is seen in large structures. Lamellar tearing can occur in both fillet and butt welds but the most vulnerable joints are 'T' and corner joints where the fusion boundary is parallel to the rolling plane.

9. Overlap:
Overlap is the protrusion of the weld metal beyond the weld toe or weld root. It may occur because of fusion problem.
The parameters which are causing overlap are:
1. Excessive arc length
2. High arc speed
3. Improper joint type
4. High welding current.

10. Spatter:
Spatter is small droplets of electrode material which have been ejected from the arc which may or may not have fused to the parent plate. The main causes of spatter are high welding current, excessive arc length, damp electrodes, arc blow, incorrect electrode angle, incorrect polarity and poor gas shielding.

No comments:
Post a Comment