Thermit welding is a fusion welding process. In this process, neither, arc is produced to heat parts nor flames are used. For getting high temperature, the exothermic reaction between components of the Thermit is used. Thermit or alumino-thermic is the name given to a mixture of finely divided metal oxide and aluminum powder. To obtain exothermic reaction, the commonly utilizing composition is iron oxide red powder (Fe3O4) with aluminium powder (Al). The molten metal produced by the reaction acts as a filler material and joins the workpieces after solidification.
Quality of welding is depending on the chemical reaction between iron oxide and aluminium. The reaction in Thermit welding is given by
8Al + 3Fe3O4 = 4 Al2O3 + 9Fe + Heat
This reaction takes place about 30 seconds only and the heat liberation temperature is about 2800°C. It is twice the melting temperature of steel.
Molten metal obtained by Thermit reaction is poured into the refractory cavity made around the joint. The aluminium oxide floats at the top of the molten metal as a slag. The crucible is then tapped. The high temperature of iron results in excellent fusion with the parts to be welded.
The ends which are to be welded are thoroughly cleaned of scale and rust so that there is a gap between them for the molten metal to penetrate well into the joint. If the parts are thick, the mould cavity may be preheated to improve welding and dry the mould. Other thermit mixtures are aluminium and copper oxide (for welding copper cables). It is similar to a casting process.
1. Classification of Thermit Welding
Thermit welding process is classified into the following two types:
1. Pressure welding process
2. Non-pressure welding process.
1. Pressure welding process:
During pressure welding process, the parts to be welded are butted and enclosed in a mould. The mould can be easily removed after welding the metals. First, the heated iron slag is poured to the mould and the aluminium oxide is poured on the parts to be welded. It will create the heating of parts and then the pressure is applied on the workpiece to join.
2. Non-pressure welding:
In this process, the parts to be welded are lined up in parallel and a groove is taken in the parts. The wax pattern is formed in and around the welding parts. Then sand is rammed around the wax pattern and mould is completed with gate, runner and riser found the joint area. Then the mould is heated and wax is melted. It will give a space between joints. Finally, the heated iron slag and aluminium are poured into mould after solidification of liquid metal. Thus, the joint is made without the application of pressure.
2. Operation of Thermit Welding
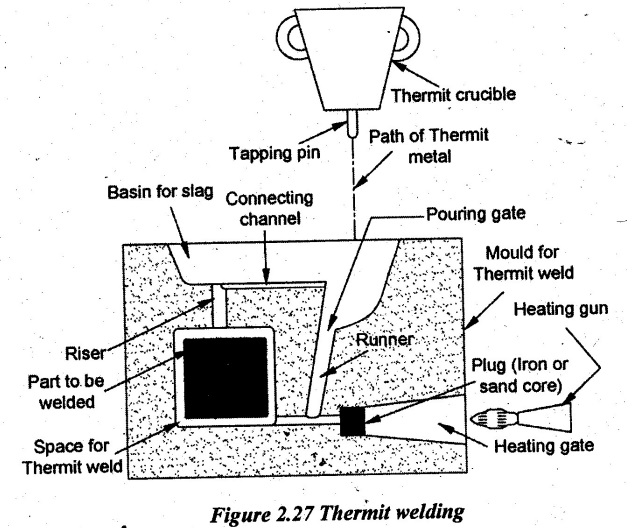
Figure 2.27 illustrates the arrangement of various components of thermit welding process. The following steps are carried for making thermit weld,
1. The edges of the workpiece are cut flat and cleaned to remove dirt, grease and other impurities to obtain a sound weld.
2. A gap of about 1.5 to 6 mm is left between edges of the two workpieces.
3. A wax heated to its plastic state is poured in the gap between workpieces to be joined and allowed to solidify. Excess wax solidified around the joint is removed.
4. Wax is poured at the joint and wax pattern is formed where the weld is to be obtained.
5. A moulding box is kept around the joint and sand is rammed carefully around the wax pattern.
6. Pouring basin, sprue and riser are made.
7. A hole or heating gate is made in the mould connecting to the joint.
8. A bottom opening is provided to run off the molten wax.
9. The wax is melted through the opening at the bottom which is used to preheat the joint and make it ready for welding. It also leaves a cavity at the joint which will later be occupied by the molten metal.
10. The igniting mixture (barium peroxide or magnesium) is placed at the top of the Thermit mixture and it is ignited by means of a heated rod or acetylene gas.
11. The heating gate is then closed with a sand core or iron plug.
12. Thermit is placed in a furnace and it is ignited. So, the chemical reaction takes place and the molten metal is produced. Due to this, liquid and slag are formed which floats at the top.
13. The plug at the bottom of the crucible is opened and the molten metal is poured into the cavity. The molten metal acts as a filler metal, melts the edges of the joint and fuses to form a weld.
14. After the weld joint cools and solidifies, the mould is broken, risers are cut and the joint is finished by machining and grinding.
Advantages:
1. No external power source is required (Heat of chemical reaction is utilized).
2. A large heavy section parts may be joined.
3. The process uses simple and inexpensive equipment.
4. The process is best suitable particularly in remote locations where the sophisticated welding equipment and power supply cannot be arranged.
5. It can weld complex shapes.
Limitations:
1. It is not possible for low melting points.
2. Only ferrous (steel, chromium, nickel) parts may be welded.
3. High skill operators are required.
4. Welding rate is slow.
5. It reduces the risks to operate.
6. Deposition rate is low.
7. High temperature process may cause distortions and it changes the grain structure in the weld region.
8. Weld may contain gas (Hydrogen) and slag contaminations.
9. High level of fume occurs.
Applications:
1. This process is used for welding of damaged wobblers and large broken crankshafts.
2. It is used in steel rolling mills.
3. It is used to restore the broken teeth on gears.
4. It is used to weld non-ferrous metals.
5. Joints in pipes, rails, shafts are made in this process.
6. It is used in welding and repairs of large, forgings, and broken castings.
7. It is used in welding of thick structural sections.
8. It is used in rail repairs and joining tracks on site.
9. It is used in welding cable conductors.
No comments:
Post a Comment