1. Define welding process.
The process of joining two similar metals by the application of heat with or without application of pressure and with or without addition of filler metal is called welding. This is often done by melting the workpieces and adding a filler material to form a pool of molten material that cools to become a strong joint.
2. What are the advantages of welding?
1. Permanent joints can be obtained.
2. Strength of the joint is high when compared to riveted joints.
3. Uniform distribution of same parent metal at the joint can be ensured.
4. Welded parts can be used in heavy duty applications.
3. State any four applications of welding process.
1. Fabrication and erection of steel structure in industry.
2. Construction of structural joints.
3. Aircraft frame works, railway wagons and furniture.
4. Automobile bodies and ship building.
4. Differentiate fission welding from fusion welding.
In plastic welding, the metals are heated to a plastic state and pressed together to make the joint.
In fusion welding, the metals are heated to a molten state and then it is allowed to solidify (without application of pressure).
5. What is meant by gas welding?
Gas welding is one type of welding processes in which the edges of the metals to be welded are melted by using a gas flame.
6. Mention the types of gas welding process.
(a) Air-acetylene welding
(b) Oxy-acetylene welding
(c) Oxy-hydrogen welding.
7. What are the various gases commonly used in gas welding?
1. Acetylente
2. Hydrogen
3. Propane, and Butane.
8. What is the principle of oxy-acetylene gas welding?
In oxy-acetylene gas welding, the edges of the metals to be welded are melted by using the heat obtained by burning a mixture of oxygen and acetylene gas. The gases are mixed in the required proportion in a welding torch which provides a control for the welding flame. The flame is produced at the tip of a welding torch.
9. What is the function of welding torch?
The gases are mixed in the required proportion in a welding torch which provides the control for the welding flame.
10. What is the role of fluxes in welding?
Fluxes are used in welding to prevent the atmospheric reaction and remove impurities.
11. What are the three types of flame?
1. Neutral flame
2. Oxidising flame
3. Carburising flame
12. How can the neutral flame be obtained?
The neutral flame can be obtained by supplying equal quantity of oxygen and acetylene.
13. What are the different cones in carburising flame?
1. Sharp inner cone
2. White intermediate feather cone
3. Bluish outer cone.
14. What are the applications of carburising flame?
Carburising flame is used for welding the following metals:
1. Very few carbon steel
2. Monel alloy
3. Alloy steels and
4. Non-ferrous metals.
15. How is the oxidizing flame obtained and where it is used?
The oxidizing flame is obtained by supplying excess oxygen than acetylene. The oxidising flame is mainly used for welding brass and bronze materials.
16. State the applications of air acetylene welding.
1. Lead welding
2. Low melting temperature metals and alloys.
17. State any two applications of oxy-hydrogen welding.
1. Welding of aluminium
2. Welding of lead and magnesium.
18. Name the types of gas welding techniques based on flame movement.
1. Leftward or forward welding
2. Rightward or backward welding.
19. What are the advantages of gas welding?
1. Temperature of flame can be easily controlled.
2. The amount of filler metal deposits can be controlled easily.
3. The flame can be used for welding and cutting.
4. All types of metal can be welded.
5. The cost of equipment is less.
6. It can be used in the factory or in the field.
7. Maintenance cost of gas welding equipment is less.
20. Mention any two limitations of gas welding.
1. It is a slow process.
2. Handling and storing of gas cylinders need more care.
21. State the applications of gas welding.
1. Oxyacetylene welding is extensively used for joining thin steel sheets.
2. It is also used for welding of dissimilar metals, brazing, braze-welding, silver soldering, metal heating (for bending and forming) and oxy-fuel cutting.
22. List out any four arc welding equipment.
1. Welding generator (DC) or transformer (A.C)
2. Electrode
3. Electrode holder
4. Two cables one for work and other for electrode
5. Gloves
6. Protective shield.
23. Note down the purpose of filler rod in welding process.
Filler rod or welding rod used in gas welding is to supply additional metal to make the joint.
24. Why is shielding of weld area during welding required?
Shielding is used to prevent atmospheric reaction between molten metal and atmosphere (prevention of oxidation).
25. Define arc length and arc crater.
The distance between tip of the electrode and bottom of the arc crater is known as arc length.
The molten metal is forced out of the pool by the electric arc which forms a small depression in the parent metal where the molten metal is piled up known as arc crater.
26. What do you understand by DC straight polarity?
During the welding process, the positive terminal of DC power supply is connected to the workpiece and the negative terminal is connected to the electrode.
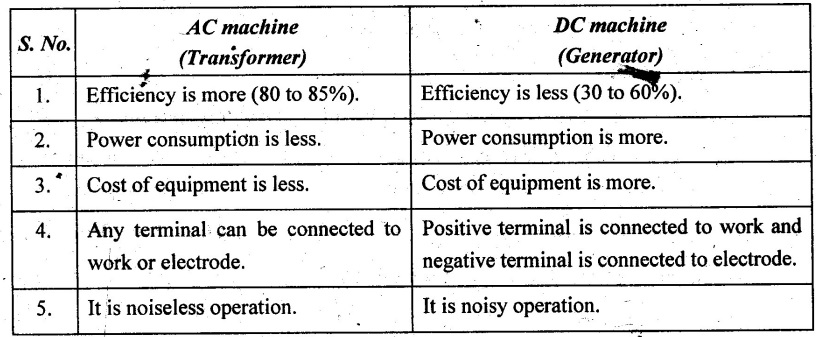
27. What are the advantages of AC equipment over DC equipment in arc welding?
28. Define the term ‘electrode' and mention its major classifications.
Electrode is a solid rod in arc welding process to produce electric arc by passing the current through it and workpiece for melting the surfaces or edges that are joined without applying external force.
Types of electrode:
(i) Consumable electrodes
(a) Bare electrodes
(b) Lightly coated electrodes
(c) Heavily coated electrodes.
(ii) Non-consumable electrodes.
29. Define bare electrode.
The electrode without coating of flux is called bare electrode.
30. What is the purpose of coating on an arc-welding electrode?
1. To increase arc stability.
2. To avoid atmosphere reaction.
31. What are the diameter and length of the electrodes available in the market?
Electrodes are available up to 12 mm diameter and 450 mm long.
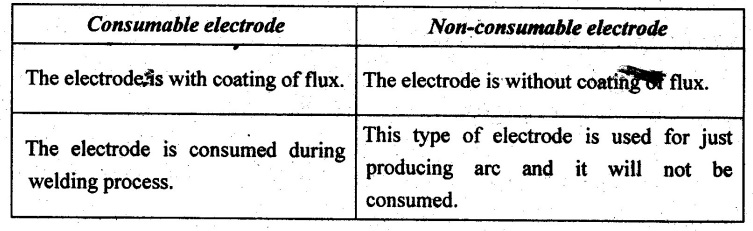
32. What are the two main differences of consumable electrode and non-consumable electrode?
33. Compare shielded metal arc welding and gas welding.
Arc Welding
1. Heat is produced by electric arc.
2. The arc temperature is about 4000°C.
3. Filler rod is used as an electrode.
4. It is suitable for welding medium and thick work.
5. Arc welded joints have very high strength.
6. Filler metal should be same as or an alloy of parent metal.
Gas welding
1. Heat is produced by the gas flame.
2. The flame temperature is about 3200°C.
3. Filler rod is introduced separately.
4. It is suitable for welding thin work.
5. Gas welded joints do not have much strength.
6. Filler metal need not be same as the parent metal.
34. What are the advantages of manual metal arc welding?
1. Equipment is self-contained, portable and relatively inexpensive.
2. Electrode provides its own flux.
3. Most metals and alloys can be welded with MMAW.
4. It is a useful process for welding in confined spaces.
35. State the limitations of MMAW.
1. It is not recommended for welding metals less than 1.5 mm thick.
2. Excessive spatter is produced during welding.
3. Frequent stop/starts are required to change electrode.
4. The process is discontinuous due to limited length of the electrodes.
36. Note down the applications of MMAW.
1. Because of the versatility of the process, simplicityf its equipment and operation, shielded metal arc welding is one of the world's most popular welding processes.
2. MMAW is often used to weld carbon steel, low and high alloy steel, stainless steel, cast iron and ductile iron.
3. While less popular for nonferrous materials, it can be used for nickel, copper and their alloys.
4. In rare cases, it is used for aluminium.
37. What is the purpose of using inert gas in TIG welding?
The inert gas surrounds the arc and protects the weld from atmospheric effects. Hence, defects free joints are made.
38. Name the various equipment used in TIG welding.
1. TIG torch or TIG hand piece
2. Power transformer
3. Shielding gas cylinder
4. Pressure regulator and flow meter
5. Work clamp
6. Coolant system (optional).
39. Mention the various functions of the TIG torch.
● It holds the electrode tungsten.
● It delivers welding current to the tungsten via a welding power cable.
● It delivers shielding gas to TIG torch nozzle. The nozzle then directs the shielding gas to cover the weld pool protecting it from contamination from the surrounding air.
● It often will be the way of getting the welder control circuit to the operation, for example: On / Off power supply and / or amperage control.
40. What are the advantages of TIG welding?
1. It is applicable to wide range of materials such as aluminum, stainless steel, manganese and copper alloys.
2. It is more suitable for thin sections.
3. It does not create as much spatter and spark.
4. It creates a better work environment with less smoke and fumes.
41. State any two limitations of TIG welding.
1. It is generally restricted for flat and horizontal welding.
2. Discontinuities in the weld are due to contamination of the tungsten electrode by the molten metal.
3. It is slow in operation than consumable electrode gas-metal arc welding.
4. It emits brighter UV rays when compared to other welding processes.
42. Mention the applications of TIG welding.
1. Aluminium, magnesium, copper alloys can be welded easily. Inconel, carbon steels and stainless steels can be welded.
2. Can sealing, instrument diaphragms and transistor cases can be welded very efficiently.
3. Expansion bellows and other delicate parts can be joined.
4. Atomic energy, aircraft, chemical and instrument industries use this welding process.
5. A rocket motor chamber fabrication welding can be done by this process.
43. What does MIG welding mean?
Metal inert gas welding is referred as MIG welding. It is also called Gas. Metal Arc Welding (GMAW). In this arc welding, the electric arc is produced between a consumable metal wire electrode and the workpiece.
44. What are the gases commonly used in MIG welding?
● Argon
● Carbon dioxide
● Helium.
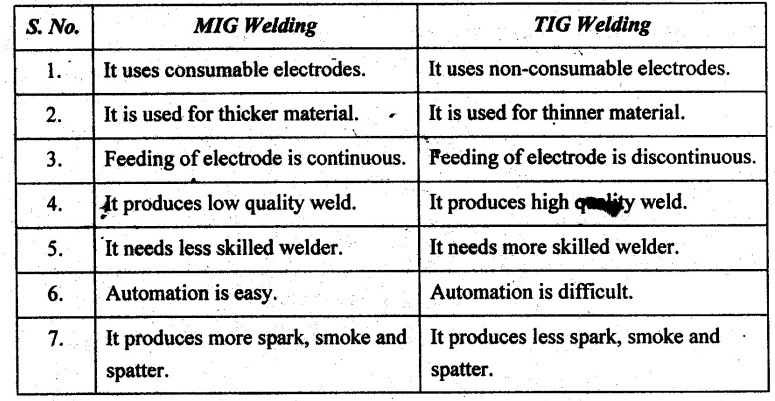
45. Distinguish MIG welding and TIG welding.
46. List down the advantages of MIG welding.
1. It is more suitable for welding a variety of ferrous and non-ferrous metals
2. No flux is required and hence, there is no slag to remove.
3. Multiple pass welding does not require any intermediate cleaning of weld pool.
4. Because of the relatively simple process, training the operators is easy.
5. This process is rapid, versatile and economical.
47. What are the limitations of MIG welding?
1. It cannot be used in the vertical or overhead welding positions due to the high heat input and the fluidity of the weld puddle.
2. The process is more expensive than any other types of welding.
3. Outdoor welding is not easy because of effect of wind and dispersing the shielding gas
4. The equipment is complex compared to equipment used for the shielded metal-arc welding process.
48. State the applications of MIG welding.
1. Since temperatures are relatively low, it is suitable for thin sheet section (less than 6 mm).
Examples: Motorcar manufacture, shipbuilding, aircraft engineering, heavy electrical engineering and the manufacture of tanks, pressure vessels and pipes.
2. It is also used in fabrication and manufacturing industries.
3. The most common application of MIG welding is automotive repair and such repairs can be carried out on a number of different vehicles whether they are large, small, light or heavy.
4. MIG welding can be used to establish hard facing or it can even be used to reinforce the surface of a worn out railroad track.
49. State any two limitations of submerged arc welding.
1. It is not suitable for welding works which is inclined and vertical.
2. The welding zone is not seen. So, it is difficult to guide the eleende movement.
3. Operation is limited to some specific metals.
4. The application is limited to straight seams and pipes and vessels.
50. Name the different areas in which submerged arc welding is used.
1. Construction industry
2. Automotive industry
3. Manufacturing industry
4. Shipping industry.
51. What is the principle of resistance welding?
Resistance welding processes are pressure welding processes in which heavy current is passed for short time through the area of interface of metals to be joined with the application of pressure.
52. Classify resistance welding.
(a) Spot welding
(b) Seam welding
(c) Projection welding
(d) Resistance butt welding
(e) Flash butt welding
(f) Percussion welding.
53. What are the features of resistance welding?
(i) No flux such as solder is necessary. So, welded parts can be easily recycled.
(ii) Easy operation as only pressing buttons facilitates process automation and it does not require trained skills unlike arc welding and gas welding.
(iii) As this welding is performed efficiently in a short period of time, it is suited for a high-volume production of low-cost products.
(iv) Since welding is done in short time duration, it gives less heat-affected area on workpieces by resulting a beautiful appearance with less indentation.
(v) Electric facility is required in some cases due to use of large current. Optimum welding parameters must be figured out before actual welding since those parameters depend on material and thickness of parts to be welded. Welding condition setting must be prepared.
54. State the functions of electrode in resistance welding.
(i) Electrodes keep the parts aligned and in place.
(ii) They are used to apply the required pressure to develop the correct surface resistance at the interface for containing the molten metal to avoid weld expulsion and forge the nugget near the end of the cycle.
(iii) They convey the electric welding current to the electrodes.
(iv) They also dissipate excess heat to avoid the surface melting.
55. Mention the advantages of resistance welding.
1. Less skill is required to operate the resistance welding machine.
2. This type of welding is well suited for mass production as it gives a high production rate.
3. There is no need of using consumables such as brazing materials, solder or welding rods in this process except electrical power and a relatively smaller electrode wear.
4. Heating the workpiece is confined to a very small part which results less distortion.
5. It is possible to weld dissimilar metals as well as metal plates of different thickness.
56. State the limitations of resistance welding.
1. Certain resistance welding processes are limited only to lap joints.
2. Spot welds have low tensile and fatigue strength.
3. Equipment is not portable as it is heavy.
4. The cost of equipment is high.
57. What are the applications of resistance welding?
1. Resistance welding is used in mass production for welding sheet metal, wire and tubes.
2. It is used in welding bars, boxes, cans, rods pipes and frames metals of medium and high resistance materials such as steel, stainless steel, monel metal and silicon bronze which are easy to weld.
3. It is used in welding aircraft and automobile parts.
4. It is used for making cutting tools.
5. It is used for making fuel tanks of cars, tractors etc.
6. It is used for making wire fabrics, grids, grills, mesh weld, containers etc.
58. What is the minimum distance maintained between two successive spot welds made by resistance welding? Why?
The minimum distance of 150 mm and maximum distance of 300 mm between two successive spot welds or the acceptable distance of 16 times of thickness of metal to be welded because the shunt current flowing through already formed weld spot reduces the efficiency of the welding process.
59. What is meant by nuggets in electrical resistance welding?
The point at which the molten metal is created between for short period of time due to maximum heat generation is called nugget.
60. Why is spot welding commonly used in automotive bodies in large appliances?
Many parts of the car are made up of sheet metals such as frame, the body, the suspension, etc. So, the most common application of spot welding is in the automobile manufacturing industry where it is used almost universally to weld the sheet metal to form a car. Also, the use of spot welding in the auto industry is mainly to the stamping of sheet structure of the body panels in its lap to make the weld pieces together as one.
61. Write down the advantages of spot resistance welding.
1. Spot welding is quick and easy.
2. There is no need to use any fluxes or filler metal to create a join by spot welding
and there is no dangerous open flame.
3. Spot welding can be performed without any special skill.
4. The rate of production is high.
62. State the limitations of spot resistance welding.
1. It can create only localized joints which may not be particularly strong.
2. To achieve small cost of building, the weld manufacture cost is not very high.
3. The electrodes have to be able to reach both sides of the pieces of metal that are being joined together.
4. Warping and a loss of fatigue strength can occur around the point where the metal has been spot welded.
63. Mention the various applications of spot resistance welding.
1. It is used in joining-killed carbon steel, low alloy steel, high alloy steel & titanium.
2. It is used in manufacture of sheet metal goods.
3. It is used in assembling sheet metal to steel structures.
4. It is used in making cookware and muffler.
64. What is seam welding?
In spot welding, if both bottom and top electrodes are replaced by rotating wheels, it is called seam welding.
65. How is the seam welding used as an application of spot welding?
The metal to be welded is moved between electrodes and electric pulses create spots of molten metal that overlap to form the continuous seam.
66. Classify seam welding.
(a) Conventional resistance seam-welding
(b) Overlapping spot in a seam weld
(c) Roll spot welds
(d) Mash-seam welding.
67. Mention any two advantages and limitations of seam resistance welding.
Advantages:
1. The production of single seam weld and parallel seams can be got simultaneously.
2. Filler materials are not required and hence, there is no associated gases and fumes.
Limitations:
1. The welding process is restricted to a straight line or uniformly curved line.
2. The metals sheets having thickness more than 3 mm can cause problems while welding.
68. State any two applications of seam welding.
1. It is used to make tin cans, leak proof tanks, automobile mufflers, gasoline tanks, drums, radiators, household utensils, transformers, refrigerators, evaporators and condensers, automobile bodies etc. It is also used for welding thin sheets.
2. Circumference weld is possible in rectangular or square or even in circular shapes.
69. What do you understand by projection welding?
Projection welding is an electric resistance welding process that uses small projections, embossments or intersections on one or both components of the weld to localize the heat and pressure.
70. Mention any two advantages and applications of projection welding.
Advantages:
1. It can weld metals of thickness which is not suitable for spot welding.
2. Projection welding electrodes have a longer life when compared to spot welding electrodes because these electrodes have to withstand less wear and less heating.
Applications:
1. It is used to make press-tools.
2. This process is more suitable for cross welding of a number of wires or rods which are commonly used to make wire fencing, shopping carts and stove grills.
71. What are the types of resistance butt welding?
(a) Upset butt welding
(b) Flash butt welding.
72. Write down the advantages and applications of resistance butt welding.
Advantages:
1. Upset butt-welding is more suitable for welding many alloys which are difficult to weld using fusion welding.
2. The metal retains base metal characteristics because the base metal does not melt during welding.
Applications:
1. This process is mainly used for welding nonferrous materials of smaller cross section such as bars, rods, wires, tubes etc.
2. Upset welding is used to make closure of capsules, small vessels and containers.
73. What is meant by flash butt welding?
The welding process in which the ends of rods are heated and fused by an arc struck between them and forged to produce a weld is called flash butt welding.
74. Differentiate between upset butt welding and flash butt welding.
Upset butt welding
The weld is completed by contacting two ends of the workpiece which are rotated with very high rpm and by contacting suddenly.
Flash butt welding
The weld is completed by contacting two ends of the workpieces which are rotated with very high rpm and when the contact is just made flash will occur. This flash is used to melt the portion to be welded
75. State the advantages and applications of flash butt welding.
Advantages:
1. Many dissimilar metals with different melting temperature can be flash welded.
2. Flash butt welding allows fast joining of large and complex parts.
3. Power consumption is less.
4. Clean welds can be made.
Applications:
1. Butt welding is used in welding automobile components such as body, axles, wheels and frames.
2. It is also used in welding motor frames, transformers tanks and many types of sheet steel containers such as barrels and floats.
76. Write down the applications of percussion welding.
1. It is used for fine wire leads to filaments such as in lamps and electrical components.
2. The method is also used to weld pins, studs, bolts and so on.
77. What do you infer about stud welding?
It is one kind of resistance welding process. An electric arc is produced between stud and flat surface of the workpiece. The arc melts the end of the stud and the pressure is applied on the stud to fix it on the work metal surface.
78. Mention any two advantages and applications of stud welding.
Advantages:
1. Deep weld penetration is possible.
2. High speed welding of studs on thin steel sheets is possible.
Applications:
1. In the automotive industry, the process is used to assemble heat shields, power steering and dashboard components, instrument panels insulation, exhaust systems, lighting systems, brake lines, trim and electrical wire routing.
2. In the farm equipment industry, it is used to assemble fenders, brackets, cabs, spreaders, shrouding, thresher teeth, wiring and hose management parts. It is also used in lawn and garden equipment such as tractors, mowers and seeders.
3. In the commercial appliance industry, it is used in commercial dishwashers, bottle washers, cooking equipment and griddle plate assemblies.
79. State the advantages and applications of low-frequency electric resistance welding.
Advantages:
1. The low frequency process produces high quality weld.
2. It is more prone to selective seam corrosion, hook cracks and inadequate bonding of seams.
Limitations:
1. It is no longer used to manufacture pipe.
2. The high frequency process is still being used to manufacture pipe for the use in new pipeline construction.
80. What are the two types of plasma arc welding?
1. Non-transformed arc
2. Transferred arc.
81. Write short notes on transferred and non-transferred in plasma arc welding.
(a) Transferred type:
In transferred type, the tungsten electrode is connected to negative terminal and the workpiece is connected to positive terminal. An electric arc is maintained between electrode and workpiece which heats a co-axial flowing gas and maintains it in a plasma state. It is difficult to initiate the arc first between workpiece and electrode. So, the pilot arc is struck between nozzle and electrode.
(b) Non-transferred type:
In this type, power is directly connected with the electrode and torch of nozzle. The electrode carries the same current. Thus, the ionizing is at high velocity gas that is strewing towards the workpiece. The main advantage of this type is that the spot moves inside the wall and heat the incoming gas and outer layer remains cool. This type plasma has low thermal efficiency.
82. Why the temperature in plasma arc welding is much higher than er arc welding in processes?
The plasma arc is constricted with the help of a water-cooled small diameter nozzle which squeezes the arc, increases its pressure, temperature and heat intensely. It also improves arc stability, arc shape and heat transfer characteristics.
83. Give some metals and alloy melted by plasma Arc welding process.
Titanium alloys, stainless steels, aluminium alloys and copper alloys.
84. What are the advantages of plasma arc welding?
1. Penetration is uniform.
2. It has deeper penetration capabilities and produces a narrower weld.
3. Arc stability is good.
4. Fully penetrated keyholes can be obtained.
85. State the limitations of plasma arc welding.
1. Cost of the equipment is expensive.
2. Ultraviolet radiations can affect human body.
3. More skilled operator is needed than GTAW process.
4. The torch is more delicate and complex than a gas tungsten arc torch.
5. Gas consumption is high.
86. Mention the applications of plasma arc welding.
1. It is used in aerospace applications.
2. It is used for melting high melting point metals.
3. It is used for welding titanium plates.
4. It is used in welding nickel alloys.
5. It is used for tube mill applications.
87. State the principle involved in Electroslag welding.
In this welding process, the heat is generated by an electric current passing between consumable electrode (filler metal) and workpiece through a molten lag covering the weld surface. In this process, the coalescence is formed by molten slag and the molten metal pool remains shielded by molten slag.
88. List any four advantages of electroslag welding.
1. It can weld materials of thickness up to 400 mm.
2. Heavy thickness metals can economically be welded.
3. Stress formation is low.
4. Preparation of joints is easier.
5. Slag consumption is low.
89. What are the limitations of electroslag welding?
1. It is difficult to weld cylindrical objects.
2. Hot cracking may occur.
3. Toughness of the weld is low.
4. Only vertical position is possible.
5. The cost is high as the equipment is fully automatic and it is of special design.
90. State the applications of electroslag welding.
1. It is used mainly to join low carbon steel plates and sections are very thick.
2. It is used for welding thick sections of alloys steels and nickel alloys.
3. This process is used for large structural-steel sections such as heavy machinery, bridges, ships and nuclear-reactor vessels.
4. Forgings and castings are welded.
91. What is the principle of Thermit welding?
Thermit welding is a welding process utilizing heat generated by exothermic chemical reaction between components of the Thermit. Thermit consists of one part of aluminium and three parts of iron oxide. The molten metal produced by the reaction acts as a filler material and joins the workpieces after solidification. The welding principle is the heat of the Thermit reaction used for welding in plastic state and mechanical pressure is applied for the joint.
92. What are the advantages of Thermit welding?
1. No external power source is required (Heat of chemical reaction is utilized).
2. Very large heavy section parts may be joined.
3. The process uses simple and inexpensive equipment.
4. The process is more suitable particularly in remote locations where the sophisticated welding equipment and power supply cannot be arranged.
93. State the limitations of Thermit welding process.
1. Only ferrous (steel, chromium, nickel) parts may be welded.
2. High skill operators are required.
3. Welding rate is slow.
4. Deposition rate is low.
94. Write down the applications of Thermit welding process.
1. Thermit welding process is used for welding damaged wobblers and large broken crankshafts.
2. It is used to restore the broken teeth on gears.
3. Joints in pipes, rails, shafts are made in this process.
4. It is used in welding and repairs of large forgings, and broken castings.
95. Define electron beam welding.
Electron Beam Welding (EBW) is a fusion welding process in which a beam of high-velocity electrons is used for producing high temperatures and melting the workpiece to be welded. The electrons strike the workpiece and their kinetic energy is converted into thermal energy by releasing heat which is used to heat the metal so that the edges of workpiece are fused and joined together forming a weld.
96. Write down the advantages of EBW.
1. High quality weld is produced.
2. Deep welding is possible.
3. Clean and bright weld can be obtained.
4. High speed operation can be achieved.
97. Mention the limitations of EBW.
1. The welding cost is high.
2. Skilled persons are required.
3. It is limited to small size welding.
4. Welding should be carried out in vacuum seal only.
98. What are the commercial applications of EBW process?
1. Dissimilar metals can be welded.
2. Refractory and reaching metals can be welded.
3. It is used in aircrafts, missile, nuclear component, gears and shafts.
4. It is used in cams.
99. What is meant by laser beam welding?
Laser beam welding (LBW) is a welding process which produces coalescence of materials with the heat obtained from the application of a concentrated coherent light beam impinging upon the surfaces to be joined.
100. List down the types of laser forms.
1. Liquid laser
2. Gas laser
3. Carbon dioxide laser
4. Solid-state laser
5. Ruby laser, and
6, Semi-conductor laser.
101. Classify laser beam welding.
(1) Pulsed laser beam welding
(ii) Continuous wave laser beam welding
102. Write down the applications of laser beam welding.
1. Thin metals about 0.5 mm to 1.5 mm thick can be welded. It includes welding of foils, stents, sensor diaphragms and surgical instruments.
2. It can joint dissimilar metals such as copper, nickel, chromium, stainless steel, titanium and columbium.
3. It is very much useful in electronic components welding.
4. It is used in aircraft components joining.
103. What do you infer about friction welding?
Friction welding is a solid state welding process in which conescence is achieved by frictional heat combined with pressure.
104. Write down the sequence in friction welding:
The sequence of operation in the friction welding process is as follows:
Step 1: Component fitted to rotating chuck is rotated at high speed.
Step 2: Component fitted to Stationary chuck is brought into contact under axial force.
Step 3: As axial force is increased, the flash begins to form.
Step 4: Component fitted to rotating chuck comes to stop as the weld is completed.
105. Classify friction welding.
(1) Continuous-drive or spin friction welding
(ii) Inertia friction welding
(iii) Linear friction welding.
106. Note down the advantages of friction welding.
1. Power consumption is low.
2. The operation is easy and it uses simple equipment.
3. Parameters are easily determined.
4. Less time is required.
5. It is smooth and clean process.
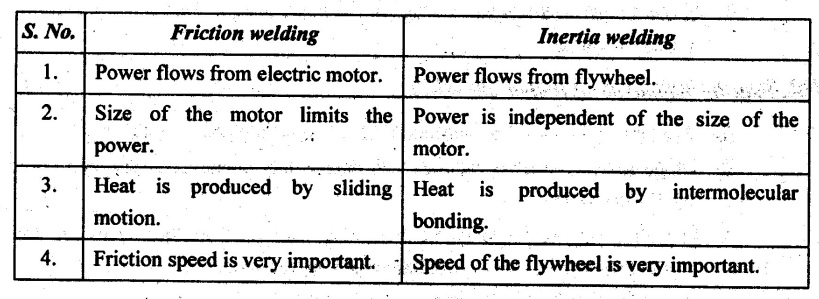
107. Differentiate between friction welding and inertia welding.
108. Mention the limitations of friction welding.
1. It is used only for joining small parts. Heavy components are not possible to weld.
2. There is a possibility of heavy flash out.
3. Heavy rigid machines are required due to high thrust pressure.
4. Process is restricted to flat and angular butt welds.
109. State the applications of friction welding.
1. Because of high quality of the weld obtained, the process is widely accepted in aerospace and automobile industry for critical parts.
2. In aerospace industry, turbine blade joining, seamless joining etc. are produced using friction welding.
3. In automobile industry, bimetallic engine valve, axle shafts, universal joint yoke, gear hub etc. are produced using friction welding.
4. In consumer goods manufacturing, it is used for producing hand tools, sports equipment.
110. What is friction stir welding?
Friction Stir Welding (FSW) is a solid state welding process in which a rotating tool is fed along the joint line between two workpieces. It is used to join two facing surfaces.
111. Mention the advantages of friction stir welding.
1. Improved safety is obtained due to the absence of toxic fumes or the spatter of molten material.
2. There is no use of consumables.
3. It can be easily automated on simple milling machines due to low setup cost and less training.
112. State the limitations of friction stir welding.
1. An exit hole remains the same after the tool is withdrawn from the work.
2. Large down forces are required with heavy-duty clamping necessary to hold the plates together.
3. It produces slower traverse rate than some fusion welding techniques although this may be offset if fewer welding passes are required.
4. Process is restricted to flat and angular butt welds.
113. What are the applications of friction stir welding?
Friction stir welding processes are mainly used in the following industries:
1. Automobile: Bimetallic engine valve, universal joint yoke, gear hub etc.
2. Aerospace: Turbine blade joining, seamless joining etc.
3. Consumer: Hand tools and sports equipment.
4. Industrial machines: Spindles, tapers and tools.
114. What is diffusion welding?
Diffusion welding is a solid state joining process in which the strength of the joint results primarily from diffusion.
115. Write down the stages involved in diffusion welding.
Stage 1: Deformation and interfacial boundary formation.
Stage 2: Grain boundary migration and pore elimination.
Stage 3: Volume diffusion pore elimination.
116. What are the advantages of diffusion welding?
1. Plastic deformation at surface is minimal.
2. There is no limitation in the thickness of workpieces.
3. The bonded surface has the same physical and mechanical properties as the base material.
4. The diffusion bonding is able to help us to build high precision components with complex shapes. Also, the diffusion is flexible.
117. Mention the limitations of diffusion welding.
1. It is a time consuming process due to low productivity.
2. Very thorough surface preparation is required prior to welding process.
3. The mating surfaces must be precisely fitted to each other,
4. It is relatively high initial investments in equipment.
118. List down the applications of diffusion welding.
1. It is used in joining of high-strength and refractory metals based on titanium in aerospace and nuclear industries.
2. Diffusion welding is usually used on sheet metal structures such as nuclear and electronics industries.
119. What is 'brazing'?
The process of joining two metals by using filler metal is known as brazing. The filler metal having liquid temperature is above 427°C.
120. What are the functions of flux in welding electrode?
1. To act as a shield to the weld
2. To prevent atmosphèric reaction between molten metal and atmosphere (prevention of oxidation).
121. Define soldering.
The process of joining two metals by using filler metal is known as soldering. The filler metal having liquid below is 427°C.
122. Why is flux used in soldering and brazing?
The main use of flux in the brazing is to prevent the oxidation of the base metal and the filler metal.
123. Give some fluxes used in brazing.
Fluorides, chlorides and borates,
124. Classify brazing methods.
1. Torch brazing
2. Furnace brazing
3. Induction brazing
4. Dip brazing
5. Resistance brazing
6. Laser and electron beam brazing.
125. What are the commonly used fluxes and solders in soldering?
Fluxes: Ammonium oxide and Zinc Chloride
Solders: Tin alloy, lead alloy
126. What are the soldering methods?
1. Hard soldering
2. Soft soldering
3. Dip soldering
4. Wave soldering.
127. Write the difference between brazing and soldering.
Soldering
1. The filler material used in this process is ferrous, copper or silver based materials,
2. Filler material has the melting point below 450°C.
3. Temperature involved in this process is low.
4. The joints are the weakest joints.
5. Dismantling of joints is not possible.
Brazing
1. The filler material used in this process is called solder.
2. Filler material has the melting point above 450°C.
3. Temperature involved in this process is high.
4. Joints are stronger.
5. Dismantling of joints is possible.
128. Name the various causes for the defect porosity in welding.
Porosity is caused by improper gas shielding, moisture in the electrode, incorrect welding technique, improper cleaning of weld surface, sulfur in weld metal or surface contaminants. They occur mainly due to entrapped gases. Presence of gases such as oxygen, nitrogen and hydrogen in the solidifying metal produces porosity.
129. How are the welding defects identified?
Welding defects are identified by conducting various non-destructive testing.
130. List down the major defects in welded joints.
1. Lack of fusion
2. Lack of root penetration
3. Cracks
4. Porosity
5. Undercut
6. Distortion
7. Slag inclusion
8. Lamellar tearing
9. Deformation
10. Overlapping.
131. Define undercut in welded joints.
Undercut is a groove gets formed in the parent metal along the sides of the weld.
132. Mention the reasons of occurring distortion after carrying out welding in metal joining process.
1. Insufficient clamping of workpieces
2. Many number of passes
3. Stresses in plates
4. Unsuitable welding sequence.
133. What is meant by overlap?
Overlap is the protrusion of the weld metal beyond the weld toe or weld root. It may occur because of fusion problem.
134. What are the steps used in testing the welded joint using magnetic particle test?
(a) The surface of the specimen is roughly cleaned wiping with a piece of textile.
(b) The fluorescent magnetic spray is applied on the surface being inspected.
(c) Magnetic field is applied with a strong magnet to the location of interest. The iron powder is attracted to the crack and the iron powder will be gathered near the cracks.
(d) The spots where the fluorescent magnetic particles accumulated is inspected under UV light.
135. Why do residual stresses get developed in weldments?
Residual stresses in welded joints are primarily developed due to differential weld thermal cycle (heating, peak temperature and cooling at the any moment during welding) experienced by the weld metal and region closed to fusion boundary i.e. heat affected zone.
No comments:
Post a Comment