Gas welding is one type of welding processes in which the edges of the metals to be welded are melted by using a gas flame. No pressure is applied during welding except prussure gas welding. The flame is produced at the tip of a welding torch. The welding heat is obtained by burning a mixture of oxygen and combustible gas. The gases are mixed at the required proportion in a welding torch which provides a control for the welding flame. The gases commonly employed for gas welding are acetylene, hydrogen, propane and butane. The flame only melts the metal. So, the additional metal required to the weld is supplied by the filler rod. A flux is used during welding to prevent oxidation and remove impurities. Metal having 2 mm to 50 mm thick are welded by gas welding.
Based on the type and combination of gases used for producing flame, there are three types of gas welding processes used in industries such as
(a) Oxy-acetylene welding
(b) Air -acetylene welding
(c) Oxy-hydrogen welding.
1. Oxy-Acetylene Welding
The most common form of gas welding is oxy-acetylene welding. It is commonly used to permanently join mild steel structures. The combination of oxygen and acetylene produces a flame temperature about 3200°C, making it ideal for welding and cutting. When the flame comes in contact with steel, it melts the surface and forming a molten pool which allows welding to take place as shown in Figure 2.1. Oxy-acetylene flame can also be used for brazing, bronze welding, forging / shaping metal and cutting. This type of welding is more suitable for the prefabrication of steel sheet, tubes and plates.
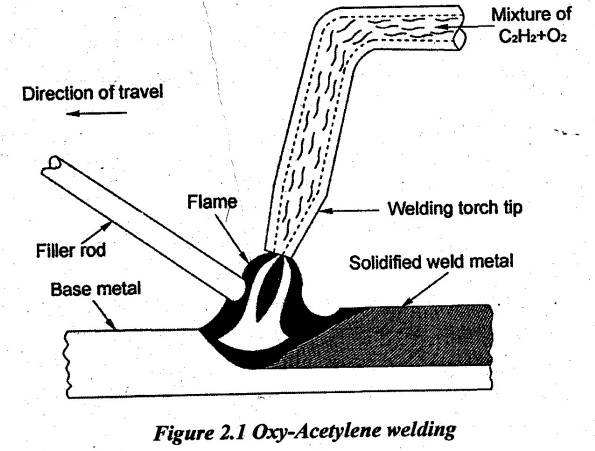
The gases oxygen (O2) and acetylene (C2H2) can be stored at high pressure in separate steel cylinders. But, the acetylene is very harmful if it is not handled carefully.
2. Air-Acetylene Welding
This process is similar to oxy-acetylene welding process. Here, air is used instead of oxygen. The air taken from the atmosphere is compressed in a compressor and it is mixed with acetylene to the required proportion in the torch. This type of welding has limited use since the temperature is less than other gas welding process. It is successfully used in lead welding and many low melting temperature metals and alloy.
3. Oxy-Hydrogen Welding
This process is similar to oxy-acetylene welding process. Here, oxygen and hydrogen gases are mixed with the required proportion for producing heat. In this process, a special regulator is used for metering the hydrogen gas. Once, it was used extensively to weld low temperature metals such as aluminum, lead and magnesium but it is not in use today because more versatile and faster welding process have been developed.
4. Gas Welding Equipment
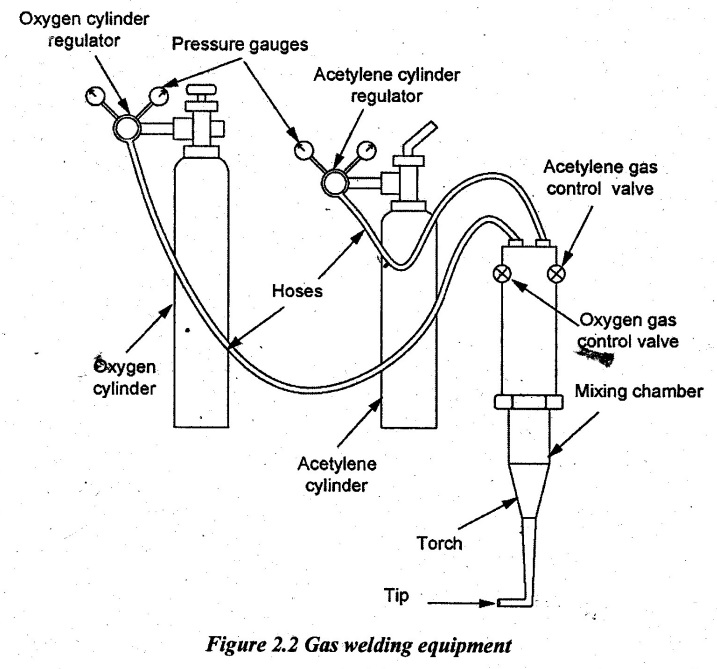
The following are the most commonly used equipment (Figure 2.2) for gas welding.
1. Gas cylinders:
For gas welding, a mixture of oxygen and acetylene are used. These two gases are stored in separate cylinders. The standard colour for oxygen cylinder is black. The oxygen is stored in the cylinder at a pressure of 125 to 140 bar. Its capacity is 6.23 m3. The standard colour for acetylene cylinder is maroon. It is stored at a pressure of 16 bar. Its capacity is 7.6 m3. Acetylene cylinder is fitted with a fusible plug to avoid explosion.
2. Pressure regulators:
Each cylinder is fitted with a pressure regulator. These regulators are used to reduce and control the working pressure of the gases. The working pressure of oxygen is between 0.7 bar and 2.8 bar. The working pressure of acetylene is between 0.07 bar and 1.03 bar depending on the thickness of the workpieces to be welded.
3. Pressure gauges:
There are four pressure gauges provided in which two gauges are placed on the oxygen cylinder regulators and other two gauges are placed on acetylene cylinder regulators. Among these two gauges, one pressure gauge is used to show the cylinder pressure and the other one is used to show the working pressure for welding.
4. Hoses:
The regulator of each cylinder is connected to the torch through two long hoses. It should be flexible, strong, desirable, non-process and light. Oxygen cylinder is connected with black colour hose whereas the acetylene cylinder is connected with red colour hose.
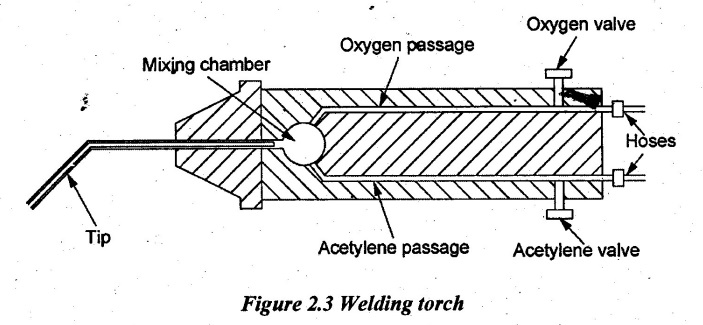
5. Welding torch:
Oxygen and acetylene gases enter the torch through the hose in separate passages as shown in Figure 2.3. Both gases are mixed in the mixing chamber of the torch. When it is ignited, a flame will be produced at the tip of the torch called a nozzle. There are two control valves on the welding torch. They are used to control the quantity of oxygen and acetylene to adjust the flame. The nozzles or tips are made of copper or copper alloy. Tips are in different sizes depending upon the type of metal to be welded and its thickness.
6. Check valves or control valves:
Check valves are necessary safety devices attached between hoses and regulator outlets. Check valves allow gases to flow in only one direction to prevent the backflow.
7. Flashback arrestors:
Flashback is an explosion occurring at the tip accompanied by gases burning back into hoses and regulator. A flashback can occur if there are no check valves or check valves fail to operate due to improper installation. Once a flashback starts, check valves cannot stop it but a flashback arrestor will do. The arrestor connected to the hose at the torch or regulator similar to the check valves. It contains a trap which is spring loaded that cuts off the gas flow in the event of a flashback.
8. Goggles:
The welding goggles are used to protect eyes from the flame heat, and ultraviolet and infrared rays.
9. Welding gloves:
Gloves are used to protect hand from the injury which may be caused by heat and metal splashes.
10. Spark lighter:
It is an igniter to start the burning of oxy-acetylene gas.
11. Wire brush:
It is used to clean the weld joint before and after welding.
5. Types of Flames
It is very important to adjust the flame to suit the welding conditions. It is done by regulating the supply of oxygen and acetylene. By varying the ratio of oxygen and acetylene, the following three types of flames can be obtained.
(i) Neutral flame
(ii) Carburising flame and
(iii) Oxidising flame.
(i) Neutral flame:
Neutral flame is obtained by supplying equal quantity of oxygen and acetylene. Neutral flame has two zones i.e. one sharp bright inner cone and one bluish outer cone as shown in Figure 2.4. The reaction of the inner cone for the neutral flame is given by
C2 H2 + O2 ⇒ 2CO + H2
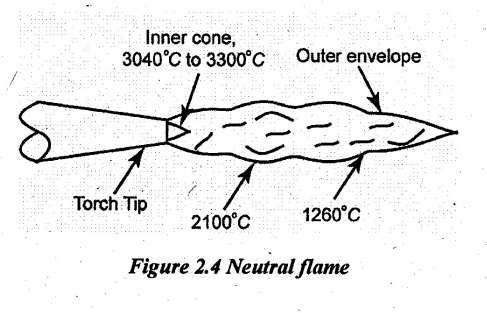
The inner cone develops heat to melt the metal. The maximum temperature of neutral flame is obtained at the inner cone which is about 3200°C. In this type of flame, all acetylene is completely burned and all available heat in the acetylene is released. It is the most desirable flame to be used in oxy-acetylene welding.
The reactions of the outer cone are given by
2CO + O2 ⇒ 2CO2
H2 + ½ O2 ⇒ H2O
For above reaction, oxygen is supplied from the surrounding air. The outer cone protects the molten metal from oxidation reaction because oxygen in the surrounding air is absorbed by gases from the flame.
Netural flame is used for welding steel, cast-iron, copper, aluminium etc. It has less chemical effect on welded metal.
(ii) Carburising flame:
A carburising flame is also called reducing flume which is obtained by supplying more acetylene than oxygen. This flame has three zones as follows:
1. Sharp inner cone
2. White intermediate cone called feather cone.
3. Bluish outer cone.

The theoretical mixture of carburising flame is given by
O2: C2 H2 = 0.85 to 0.95
Length of the intermediate cone is an indication of proportion of excess acetylene in the flame. The temperature of reducing flame is less. So, it is more suitable for applications requiring low heat such as brazing and flame hardening.
Carburising flame is used for welding high carbon steel, High Speed Steels (HSS), cemented carbides, cast irons, monel metal, alloy steels, nonferrous materials etc.
(iii) Oxidising flame:
Oxidising flame is obtained by supplying more oxygen than acetylene. It is similar to neutral flame except the inner white cone is somewhat small, giving a rise to higher tip temperatures (3300°C). This flame has two zones such as smaller inner code and outer cone.
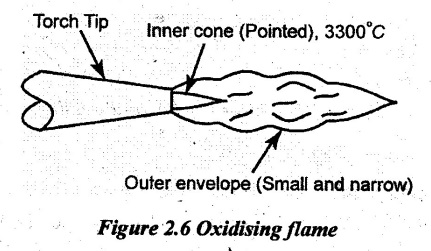
The theoretical mixture of oxidizing flame is given by
O2 C2 H2 = 1.15 to 1.5
In the case of oxidizing flame, the inner cone is not sharply defined as the neutral or carburising flame. This flame is harmful especially for steels because it oxidizes the steel. A thin protective layer of slag forms over the molten metal. Oxidizing flame is desirable for non-ferrous alloys such as copper and zinc base alloys.
6. Gas Welding Techniques
There are two techniques commonly used depending on the movement of torch along the weld.
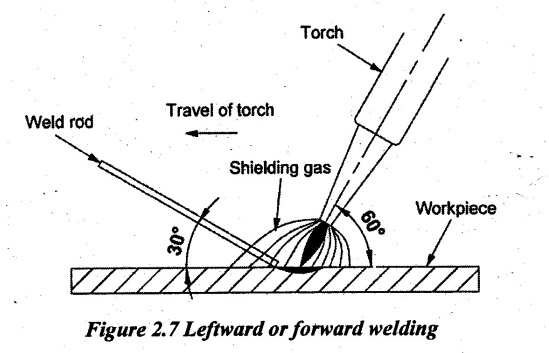
1. Leftward or forward welding:
In a leftward welding technique, the torch flame moves from right to the left. The torch is held on the right hand and the welding, rod is held on the left hand. The torch is held at an angle 60° to 70° to the plane of the weld and the welding rod is held at 30° to 40°. This method allows preheating of the plate immediately ahead of the molten pool. The torch is given for very slight sideways movement and the weld rod should be moved faster without sideways movement. This technique is suitable for mild steel plates up to 5 mm thickness and it is also used for welding cast iron and non-ferrous metals.
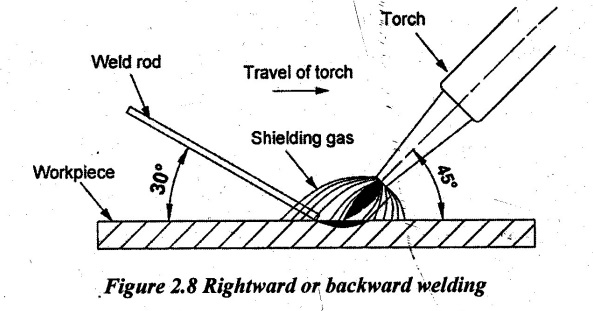
2. Rightward or backward welding:
In a rightward welding technique, the torch flame moves from left to right. There is.no sideways movement in this welding. The torch is held at an angle of 40° to 50° to the plane of the weld and the welding rod is held at 30° to 40°. The welding speed is 20 to 25% higher and the fuel consumption is 15 to 25% lower than rightward welding. It provides a better shielding against atmospheric reaction. Oxidation of the weld metal slows down its cooling. Hence, this technique is mainly used for welding thick sections (greater than 5 mm thick).
7. Filler Rods for Gas Welding
Filler rod or welding rod used in gas welding is to supply additional metal to make the joint. It is a metal rod which is made of the same material as a parent metal. Diameter of the filler rod depends on the thickness of the metal to be weld. The filler rod diameter 'd' can be approximately determined by the following relationship.
d = t/2 + 1
where t - thickness of the metal to be welded in mm.
Different alloying elements such as chromium and nickel can be added to the filler rod. It increases the strength of the joint. Filler rods are coated with copper to prevent the oxidation of the molten metal.
8. Advantages, Limitations and Applications of Gas Welding
Advantages:
1. Temperature of flame can be easily controlled.
2. The amount of filler metal deposits can be controlled easily.
3. The flame can be used for welding and cutting.
4. All types of metal can be welded.
5. The cost of equipment is less.
6. It can be used in the factory or in the field.
7. Maintenance cost of gas welding equipment is less.
Limitations:
1. It is not suitable for joining thick plates.
2. It is a slow process.
3. Strength of weld is not as good as arc welding.
4. Handling and storing of gas cylinders need more care.
5. Gas flame takes up a longer time to heat up the metal than an electric arc.
Applications:
1. Oxy-acetylene welding is extensively used for joining and cutting of thin steel sheets.
2. It is also used for welding of dissimilar metals, brazing, braze-welding, silver soldering, metal heating (for bending and forming) and oxy-fuel cutting.
No comments:
Post a Comment