1. What is sheet metal work?
The working of metal thickness from 3 mm to 5 mm with hand tools and simple machines into various forms is known as sheet metal work.
2. Define the term ‘press working' and state its types.
Press working may be defined as a chipless manufacturing process by which various components are made from sheet metal.Types:
(i) Punching
(ii) Piercing
(iii) Blanking
(iv) Drawing
(v) Bending etc.
3. List down the materials used in sheet metal processes.
(i) Black iron
(ii) Galvanized iron
(iii) Stainless steel
(iv) Copper
(v) Brass
(vi) Zinc
(vii) Aluminium
(viii) Tin plate and
(ix) Lead.
4. Name any four basic sheet metal hand tools used in sheet metal work.
1. Measuring tools
2. Straight edge
3. Divider
4. Trammel points.
5. How are sheet metal operations classified and what are they?
Sheet metal processes are classified as follows:
(i) Shearing process
(a) Punching
(b) Blanking
(c) Perforating
(d) Parting
(e) Notching
(f) Lancing.
(ii) Forming process
(a) Bending
(b) Stretching
(c) Drawing and
(d) Roll forming.
(iii) Finishing process.
6. State any four characteristics of sheet metals.
(i) Strength
(ii) Elongation
(iii) Elasticity
(iv) Modulus of elasticity.
7. Define shearing.
The process which applies shearing force to cut, fracture or separate the material is called shearing.
8. What do you mean by forming?
The process which causes the metal to undergo desired shape changes without failure, excessive thinning or cracking is called forming.
9. Define the term elasticity.
Elasticity is the ability of material to return to its original size, shape and dimensions after being deformed. Also, the property of regaining the original dimensions upon removal of the external load is known as elasticity.
10. What do you understand by the term ductility?
Ductility is the capacity of a material to be drawn or stretched under tension loading and permanently deformed without rupture or fracture.
11.Define Malleability.
Malleability is the property of a metal to be deformed or compre sed permanently without rupture or fracture.
12. What is called toughness?
Toughness is a combination of high strength and medium ductility. Toughness is the ability of a material or metal to resist the fracture after the damage has begun.
13. Define: Hardness and brittleness.
Hardness is the ability of a material to resist penetration and wear by another material.
Brittleness is the property of breaking the material without visible permanent deformation. It is the reverse of toughness.
14. What is springback? How is it recovered?
The tendency of the metal that tries to resume its original position causing a decrease in bend angle is known as springback. The springback varies from 0.5° to 5° for steel. Greater springback is caused by a larger bend radius.
Springback can be avoided by
(i) Over stretching using V-type form blocks, and
(ii) By coining the metal slightly at the corners of the blank to remove elastic stresses called corner setting.
15. List down the factors which affect the springback of sheet metals.
1. Material type
2. Thickness
3. Hardness
4. Bend radius.
16. Name the phases in shearing.
1. Plastic deformation
2. Shear and
3. Fracture.
17. What is meant by blanking?
Blanking is the operation of cutting a flat shape from the sheet metal. The metal that is punched out is called 'blank' and the metal that is left out is called 'scrap.'.
18. Define piercing.
Piercing is the operation of producing the hole on the workpiece by a punch. In punching, the removed metal is called scrap and the left out metal is called workpiece.
19. Distinguish between blanking and piercing.
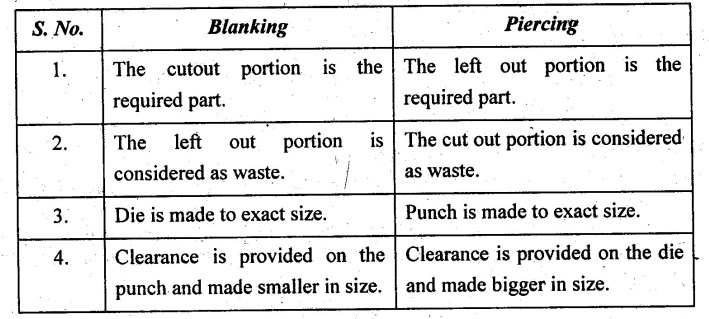
20. List the various sheet metal that can be formed in press working.
Funnels, bends, boxes, pipes covers etc.
21. List out the various cutting operations.
1. Blanking
2. Punching or piercing
3. Shearing
4. Parting off
5. Notching
6. Trimming
7. Shaving
8. Perforating
9. Slitting
10. Lancing.
22. Define notching.
Notching is the operation through which the metal pieces are cut from the edge of a sheet, strip or blank.
23. What is trimming?
Trimming is the operation used for removing excess metal, irregular outlines, waved edges, etc., from the walls of drawn shells or the surfaces of swaged and cast parts.
24. How will you define the term shaving?
Shaving is a process of shearing the rough edges of the punched surface to the accurate dimension. In this process, only a thin section of the edge is removed.
25. What are perforating and slitting operations?
In perforating operation, multiple holes which are very small and close together are cut in flat work material.
Slitting is the operation of making an unfinished cut through a limited length and projecting slightly.
26. What is 'Lancing' operation that is done on sheet metals?
Lancing consists of cutting the sheet metal through a small length and bending this small cut portion downwards.
27. Define coining.
Coining is the process of squeezing the metal inside a confined closed set of dies.
28. Define "embossing”.
Embossing is a shallow forming process to produce raised or depressed details or projected design in a sheet metal with the help of a matching punch and die. This process is used for decorative purposes and stiffening of flat panels. Theoretically, the embossing operation will not change the material thickness.
29. What is meant by curling or beading?
Curling or beading is the process of forming a roll or a curl by bending the edges of the sheet metal. The curl provides a reinforcement or stiffness to the edge and it also provides the smoothness to the surface. Metals with good ductility can be curled in cold working.
30. How will you define the nibbling operation?
Nibbling is a process of punching series of small overlapping slits or holes along a path to cut-out a larger contoured shape. This operation is used to cut any shape from the sheet metal without special tools. It is done on a nibbling machine.
31. Write down the various types of dies used in the press working.
1. Simple die
2. Progressive die
3. Compound die
4. Combined die.
32. What is a progressive die? When should a progressive die be used?
A multi-station die which is used to perform two or more operations at different stages every time when the ram descends is called progressive die. The stock strip is advanced through a series of stations that perform one or more distinct die operations on the workpiece. It is mainly used where the accuracy of products is maintained.
33. State the advantages of progressive dies.
(i) The number of operations can be performed with one handling of the stock strip.
(ii) For every stroke of the ram, one workpiece is made.
(iii) It is fairly simple to construct and it is more economical to repair.
(iv) It is suitable for mass production.
34. Mention the disadvantages of progressive dies.
(i) Thin stock of soft materials may cause troubles by bending or tearing around piloting holes.
(ii) Workpiece may become dished as they are pushed through the die since they have less support.
(iii) It is complicated design of die set as compared with simple dies
(iv) The cost of die set is high when compared to simple die set.
35. What are compound dies?
Two or more cutting operations such as blanking and piercing operations are combined and carried out in one stroke of the press at one station only. In order to perform this operation, both upper and lower elements of the die set carry punching and blanking elements are placed directly opposed to each other.
36. What are the advantages of compound dies?
(i) More accurate workpiece can be produced.
(ii) Large parts can be blanked in a small press if compound dies are used.
(iii) Shorter length of strip materials can be used.
(iv) The cost of production is less.
37. List down the disadvantages compound dies.
(i) It is more expensive to construct and repair.
(ii) It is slower in operation as compared with progressive dies.
(iii) The design of the die set is complicated when compared to progressive dies.
(iv) The tonnage requirement is high.
38. Differentiate progressive dies with compound dies.
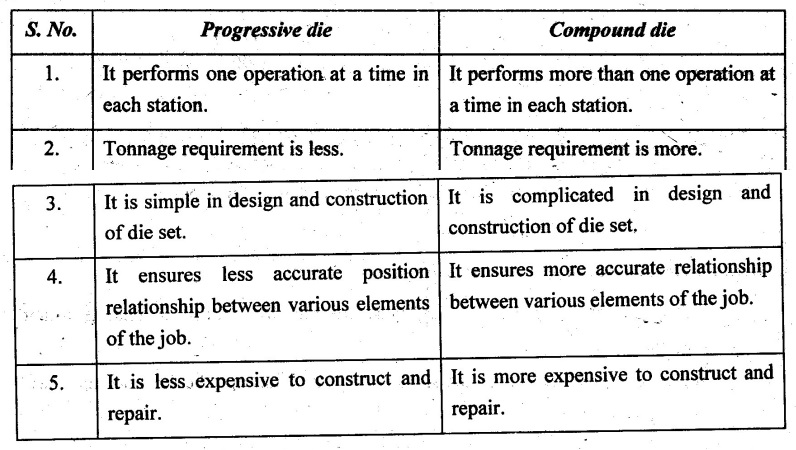
39. Define combination die.
In compound dies, non-cutting operations are also performed in addition to cutting operations. In other words, both cutting and non-cutting operations (forming) are combinedly carried out in one stroke of the press.
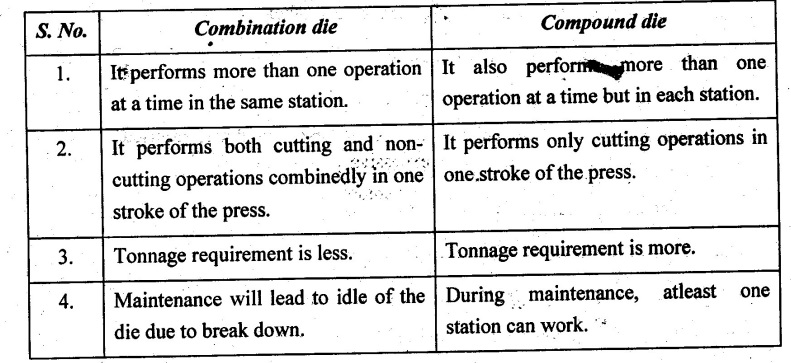
40. Distinguish between a compound die and a combination die.
41. What is meant by clearance?
Clearance is the intentional space between punch cutting edge and die cutting edge for cutting operations such as blanking and piercing. Depending on the type of cutting operations, the space between punch and die is provided.
42. Why is it necessary to provide proper clearance between the punch and die in shearing operation?
Usually, the fracture lines will start at the cutting edge of the punch and die. The clearance is provided to allow fractures to meet when break occurs.
43. Where is die clearance provided for blanking operation and piercing operation?
In blanking, the clearance is provided on the punch and made smaller in size and the clearance is provided on the die and made bigger in size in piercing.
44. Write down the effect of clearance on punch and die.
Clearance is a must to allow in meeting the fractures when the break occurs. The amount of clearance depends upon the following factors:
1. Type of material
2. Thickness of material
3. Hardness of material
4. Type of operation.
45. What are the effects of inadequate clearance and excessive clearance upon die-cut metals?
Inadequate clearance:
It does not allow a' clean break but the partial break occurs. It is also called secondary shear
Excessive clearance:
It allows a large edge radius and excessive plastic deformation. Large burns are present at the break edge and the break is not smooth.
46. Find die clearance range for shearing a 2 mm thick aluminum sheet.
Die clearance = 3% of metal thickness = 0.03 × 2 = 0.06mm
47. Mention the methods of reducing cutting forces in piercing operation.
1. Double shear can be provided in the punch.
2. Stepped punches can be used.
48. What is shear angle? Why is it given in punches and dies?
The angle about which the vertical lines tilt is called shear angle. Shear angle initiates the shearing to complete piercing or blanking on the workpiece. So, it is provided on punches and dies.
49. What is the purpose of the shear angle found on a punch or die?
The purpose of providing shear is to increase the punch travel to complete the forming operations. It also provides smooth cutting action and cleaner edges with high degree of squareness. It reduces the dimensional error and variation in the required shape of the part. The direction of shear angle allows to proceed the cutting from the outer extremities of the contour towards the centre. So, it avoids the stretching of metal while cutting. Additionally, it reduces the cutting force required to perform the cutting operation.
50. Define cutting force. Write down the formula to calculate the cutting force.
Cutting force is a function of the area of cutting edge being sheared at any instant and shearing strength of the workpiece material. Cutting force calculations help in selecting the press of a proper tonnage (capacity) to avoid overloading the press.
Cutting force, F = л d t τ …. for round holes
= L t τ ….for other contours
where
F ⇒ Cutting force in tonnes
d ⇒ Hole diameter (mm)
t ⇒ Thickness of material (mm)
L ⇒ Shear length or perimeter to be cut (mm)
τ ⇒ Ultimate shear strength of materials (tonnes/mm2).
Ultimate shear stress, τ = 0.577 × Ultimate tensile stress
51. Estimate the force required for punching a 25 mm diameter hole though a 3.2 mm thick annealed titanium alloy Ti-6A-4V sheet at room temperature. The UTS for this alloy can be assumed to be 1000 MPa.
Given data:
d = 25 mm
t = 3.2 mm
σ = 1000 MPa = 1000 N/mm2
Solution:
Ultimate shear stress, τ = 0.577 σ
= 0.577 × 1000 = 577 N/mm2
Cutting force, F = π d t τ
= π × 25 × 3.2 × 577 = 145017.41 N 
52. Mention the formula to calculate the minimum diameter that can be punched.
where
d = Diameter of the hole
t = thickness of the stock
τ = Shear stress
σc = Compressive strength.
53. Define bending.
Bending is a manufacturing process that produces a V-shape, U-shape or channel shape along a straight axis in ductile materials, most commonly in sheet metal. The workpiece is stressed beyond its elastic limit to obtain the required shape of bending. During bending, the metal flow is uniform which means that the cross-section of workpiece will remain the same.
54. Define neutral layer.
The axis which separates the portions of tension and compression is known as "Neutral axis" or "Neutral layer"
55. What are the factors which limit the amount of bending for different materials?
1. Properties of material
2. Length of bend
3. Condition of the cut edge at the ends of bend line
4. Direction of orientation of the axis of the bend to the direction in which the material was rolled.
56. List down the points are to be considered during bending.
(i) Material to be bent should be ductile and strong. It should not be hard.
(ii) Bending is smooth if the axis of the bend is perpendicular to the direction of tox grains.
(iii) Springback phenomenon should be taken care of.
(iv) Holes pierced before bending will be distorted if they are close to the bend area.
(v) In most of bending operations, the lubrication required is very less.
57. What is bend angle?
Bend angle is the angle between two extreme positions of bend radius.
58. List down the types of bending dies.
(i) Edge bending
(ii) V-bending
(iii) U-bending.
59. What does meant by bending allowance?
It is also called Springback allowance. Springback allowance is defined as the tendency of sheet metal to change the shape from final shape.
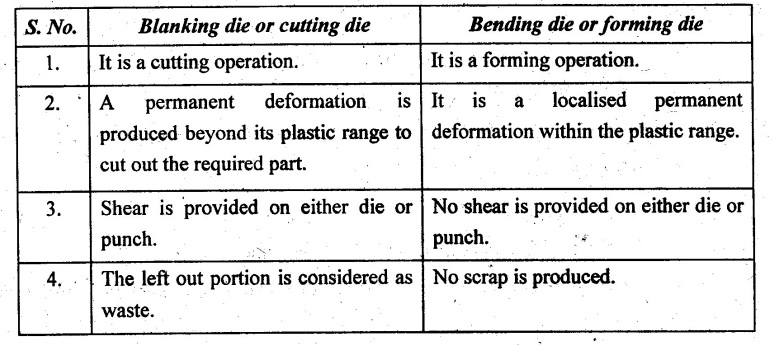
60. Distinguish between a blanking die and a bending die.
or
Differentiate between a cutting die and forming die.
61. Specify the use of roll forming.
Roll forming is used for bending continuous length of the sheet metal and large production runs.
62. What is flanging?
Flanging is a process of bending the edges of sheet metals to 90°. It is also called edge bending or wiping-die bending.
63. What is called seeming?
The process of providing lock between two edges of the different work metals is called seaming. To perform this, the edges of sheet metal to be locked are bent in opposite direction to each other.
64. What is known as drawing?
Drawing is the operation of producing cylindrical or shell shaped components by applying the required force using a die set.
65. Define deep drawing.
Deep drawing is the manufacturing process of forming sheet metal stock called blank into geometrical or irregular shapes which are more than half of their diameter in depth.
66. List down the factors affecting drawing process.
1. Type of material
2. Ductility
3. Yield strength
4. Force of friction
5. Blank holder pressure
6. Lubrication
7. Radius on punch
8. Radius on die.
67. Define redrawing.
The process of deepening the cup after the first draw is known as redrawing. If the deep drawing process cannot produce a cup sufficiently deep in one operation, then redrawing operation is used.
68. What is meant by reverse re-drawing?
The process of flipping the intermediate part before being placed on the die for the next operation is called reverse redrawing. The metal is subjected to bending in the direction opposite to its original bending configuration. This reversal in bending results in strain softening.
69. What is ironing, as applied to sheet metal work?
The process of reducing wall thickness and lengthening of the cup is known as ironing. Annealed cups can be reduced to 50% of wall thickness. Ironing can be done during drawing process or after drawing process.
70. What is ironing effect in drawing?
Residual stresses after deep drawing can be reduced greatly by ironing the cups with relatively small ironing strain apart from imparting the improved geometrical accuracy.
71. Mention the advantages and disadvantages of ironing process.
Advantages of ironing:
1. It produces a smooth surface.
2. Springback of the material due to elastic properties can be eliminated.
Disadvantages of ironing:
1. It increases the drawing force.
2. Severe plastic deformation produces a strain hardening.
3. Sometimes, it leads to tearing of cup base.
4. It reduces the percentage reduction which in turn increases the number of draws.
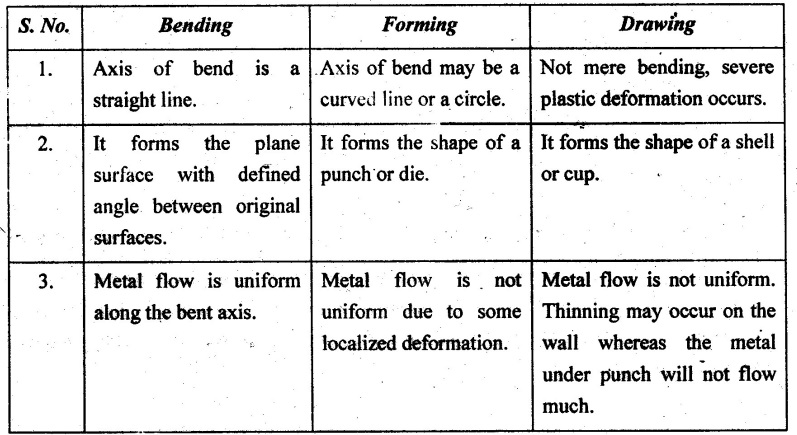
72. Differentiate bending, forming and drawing processes.
73. What is stretching? Classify stretching forming.
Stretching is the process of stressing the work blank beyond its elastic limit by moving a form block towards the blank or sheet metal.
1. Form block method
2. Mating die method.
74. What are the desirable qualities in metal for maximum stretchability?
(i) Toughness
(ii) Fine grain structure
(iii) Large spread between tensile yield and ultimate strength.
75. What are the advantages of stretch forming?
1. Blanks can be stretched in a single operation.
2. There is no need of any heat treatments before and after the stretching process.
3. Springback is reduced or eliminated when compared to other forming methods.
4. Direct bending is not introduced.
5. This method is more suitable for low volume production.
76. Mention the disadvantages of stretch forming.
1. Uneven thickness of blank cannot be stretched.
2. Sudden changes in contour surfaces cannot be stretched.
3. Maintenance cost of hydraulic cylinders is high.
4. Stretching of blank to the required shape of contour is limited.
77. State the applications of stretch forming.
1. Production of aircraft wing and fuselage parts.
2. Production of contoured panels for truck trailer and bus bodies in automobile industry.
78. Define the term formability.
Formability is the ability of the sheet metal to undergo the desired shape change without failure.
79. List out test methods for testing formability of material.
1. Formability test for bulk deformation
2. Formability test for elastic-plastic deformation
3. Simulative test for forming operation and
4. Full scale forming tests.
80. What is forming limit diagram?
Forming limit diagram (FLD) is a very effective way of optimizing the sheet metal forming. A grid of circles is etched on the surface of a sheet metal. Then, the sheet metal is subjected to deformation.
81. Mention the uses of forming limit diagram (FLD).
1. The new set of tools in easy, hard or impossible to work can be easily determined.
2. Good materials used in forming operations are identified.
3. Location of source of trouble is also easy from a reference pressing by the designer.
82. What is called special forming process?
If the female or upper die is actuated by any other means except a hydraulic cylinder in the forming process, it is called special forming process.
83. List down some of the special forming processes.
1. Hydroforming
2. Rubber pad forming
3. Metal spinning
4. Explosive forming
5. Magnetic pulse forming
6. Peen forming
7. Superplastic forming.
84. Write the short notes on hydroforming.
Hydroforming is a specialized type of die forming that uses high pressure hydraulic fluid to press working material into a die at room temperature. To hydroform the aluminum into a vehicle's frame rail, a hollow tube of aluminum is placed inside a negative mould that has the shape of the desired end result. High pressure hydraulic pistons inject fluid at very high pressure inside the aluminum which causes it to expand until it matches the mould. The hydroformed aluminum is then removed from the mould.
85. What are the advantages of hydroforming process?
1. Thinning of metal, spot stresses and springback are drastically reduced or completely eliminated.
2. It is used for mass production because the work performed per operation is high.
3. Tool changing can be rapidly done.
4. Complicated contours can also be made.
5. Sharp corners are also possible.
6. All type of sheet metals can be handled.
7. Due to uniform flow of metal between punch and pressure chamber, the mechanical and physical properties are improved.
8. Tolerance of up to 0.005 mm/mm is practically possible.
86. How does electro-hydraulic forming differ from hydro-mechanical forming process?
The working principle of metal forming process is similar to hydro-mechanical forming process. But, the applied pressure over the blank differs because the pressure inside the pressure forming chamber is produced by electrical means.
87. List down the advantages of electro-hydraulic forming process.
1. The pressure inside the chamber is high due to combined shock wave and fluid pressure.
2. Time required per operation is low when compared to hydro-mechanical forming.
88. State the disadvantages of electro-hydraulic forming process.
1. Energy losses occur between electrical components to hydraulic fluid.
2. Due to shock waves, both drag force and lift force are created. Finally, it results the stagnation pressure in fluid.
89. What are the advantages of rubber pad forming process?
1. Process is more economical.
2. Tooling cost is less.
3. Many required shapes can be formed in one rubber pad itself.
4. There is no need of lubricants.
90. What are the disadvantages of rubber pad forming?
1. Rubber pads will rapidly wear out.
2. Sharp corners cannot be accurately made.
91. What are the applications of rubber pad forming processes?
1. Production of flanged cylindrical and rectangular cups.
2. Production of spherical domes.
3. Production of parallel and tapered wall shells.
4. Production of unsymmetrical shape components.
92. What is metal spinning process?
Metal spinning, also known as spin forming or spinning, is a metalworking process by which a disc or tube of metal is rotated at high speed and formed into an axially symmetric part. This process produces hollow parts that are typically circular in cross-section.
93. State the various methods of metal spinning process.
1. Manual spinning
2. Power spinning.
94. List several products that can be made by metal spinning.
Production of ashtrays, flowerpots, lampshades, missile and radar units, jet plane components tanks, air conditioning units and heating plants.
95. Describe briefly power spinning process.
When the machine is used to control the action of form tool in spinning operation, it is called power spinning. In order to ensure the skill of the operator and reduced machining time, power spinning machines are preferred.
96. Mention the advantages of power spinning process.
1. Time taken to spin the sheet metal is greatly reduced.
2. Thickness more than 1 mm can be easily handled.
3. Both accuracy and quality can be maintained.
4. It is suitable for high volume production.
97. Write down the applications of metal spinning process.
Metal spinning process is used for production of ash trays, flower pots, lamp shades, missile and radar units, jet plane components, tanks, air conditioning units and heating plants.
98. Classify explosives operations according to the placement of explosives.
1. Unconfined type or Stand-off technique
2. Confined system or Contact technique
99. State the advantages and applications of explosive forming process.
Advantages:
1. Capital investment is less and presses are not required.
2. Only one die is enough to form the sheet metal.
3. The required shapes of components are formed in one stroke.
4. Ultimate strength and yield strength of sheet metals are improved.
Applications:
This process is mainly used for producing aerospace components.
100. What are the limitations of explosive forming?
1. Highly trained operators are needed.
2. Operation is noisy.
3. Explosives must be carefully handled according to the regulations of the government.
4. Dies must be larger and thicker to withstand shocks.
101. Mention the process variables of explosive forming.
1. Type and amount of explosive: a wide range of explosives is available.
2. Medium used to transmit energy: Water is most widely used.
3. Stand-off distance (SOD): It is the distance between workpiece and explosive. • Optimum SOD must be maintained.
4. Work size
5. Work material properties
6. Vacuum in the die.
102. How magnetic pulse is created?
The required shape of the sheet metal is obtained by specially designed magnetic coil. The basic principle is that the required shape is obtained by discharging a capacitor through a coil over a period of microseconds on the blank. During this discharge, the magnetic flux densities of the order of hundreds of kilogausses can be produced.
103. Write down the advantages of disadvantages of magnetic pulse forming process.
Advantages:
1. This process is carried out with uniform rate of forming.
2. It is also a better process than convention process for certain materials.
3. The surface finish of the process is excellent.
4. Time of operation is less as compared to conventional process.
Disadvantages:
1. Non-conducting materials are not processed without aid of conducting materials.
2. It is limited for sheet metal forming process not an forming bulk material.
104. What are the applications of magnetic pulse forming process?
1. Both compression and expansion of circular bar can be carried out.
2. Producing bulging of tube, shrinkage of tube and attaching tubes at end fitting without leaking are possible
3. Forming the torque joints, forging of structural joints between tubes and fitting are easily formed.
4. It is used for instrument gear assembly, embossing, sizing of cups etc.
105. What is peen forming? What are its applications?
This process is also called shot peening or free-forming technique. In this process, a stream of balls or metal shots is blasted against the surface of the sheet metal blank to be made into the required shape. The peen forming process does not require any die and forming press.
The applications of peen forming are:
1. It is used for producing honeycomb panels such as aircraft wings and large tubular shapes.
2. This process provides smoothing and complex curvature of aircraft wings.
106. What are the advantages and disadvantages of peen forming process?
Advantages:
1. Complex contours can be easily produced.
2. Peening is also used as salvage operations for correcting bent or distorted parts.
3. This process does not require any die and punch.
Disadvantages:
1. It requires longer time for forming the required shape.
2. It requires additional devices for forcing out metal shots.
107. What is meant by superplastic forming?
Superplastic forming is a process in which a sheet of metal is clamped between a die cavity and a plate which are kept at the suitable temperature. Gas pressure is applied to deform the sheet by forcing it against the walls of the die cavity, under suitable stress and deformation rate.
108. Name any two superplastic materials.
(a) Bismuth-tin (200% elongation)
(b) Zinc-aluminum
(c) Titanium (Ti-6Al-V)
(d) Aluminum (2004, 2419, 7475)
(e) Aluminum-lithium alloys (2090, 2091, 8090).
109. List the advantages of superplastic forming processes.
1. It is a one step process.
2. The process can be used to form complex components in shapes that are very near the final dimension.
3. Higher material elongations are possible.
4. It eliminates unnecessary joints and rivets.
110. What are the applications of superplastic forming process?
The process is increasingly being applied in the aerospace industry as a way of manufacturing very complex geometries. It is also used in
1. forming of automotive body panels.
2. forming of aircraft frames and skins.
3. diaphragm forming of plastics.
4. complex shaped parts such as window frames, seat structures etc.
111. List out the various types of presses.
1. Inclinable press
2. Vertical press
3. Horizontal press
4. Inclined press.
112. Classify presses according to the type of actions.
(a) Single action
(b) Double action
(c) Triple action
113. What is the main difference between inclined presses and inclinable presses?
Inclined press:
The frame of press itself is inclined at an angle for easy discharge of workpiece and scrap from the press.
Inclinable press:
The whole press can be used both in vertical as well as inclined positions.
114. When will be hydraulically driven presses used?
Whenever large forces and slow speed are required in forming, pressing and drawing operations, hydraulically driven presses are used.
115. List out the main parts of a power press.
1. Piston-cylinder arrangement
2. Connecting rod
3. Storage device
4. Pipe lines.
116. What is the use of clutch in a power press?
A clutch is used in a power press to control or vary the speed of cutting and forming operations.
117. How do triple action presses work?
The three slides are mounted properly to ensure three motions for the triple action of drawing, redrawing and forming operations.
118. What factors should be considered for selecting an appropriate press for a given job?
● Type of forming operation, dies and tooling required
● Force required to cut the metal
● Size and shape of workpieces
● Size and type of die
● Length of stroke of the slide, stroke per minute, speed and shut height
● Number of slides (single action, double action and triple action)
● Maximum force required (press capacity, tonnage rating)
● Method of feeding and size of sheet blank
● Type of controls
● Die changing features
● Safety features.
No comments:
Post a Comment