Adhesive Bonding is the process of joining two surfaces together, usually with the creation of a smooth bond. This may involve the use of glue, epoxy, or one of a wide range plastic agents which bond either through the evaporation of a solvent or through curing via heat, time, or pressure.
Bonding with adhesives is a very popular method of joining whose history dates back to 3000 years. It finds the application in assembly technologies very rapidly and extensively used in some of labeling, packing, book binding and foot wear. Its usefulness came into light during World War II when it was applied for assembling the load bearing components in aircrafts.
1. Adhesive and Types of Adhesives
Adhesive is a filler material that binds parts together. It is a non-metallic substance, mostly a polymer. The parts being joined are called “adhenands”.
Adhesives are very many in number. They can be classified as follows.
1. According to their function.
(a) Structural adhesives
They perform the mechanical load bearing function (e.g. Thiokol - automobile rear window adhesives)
(b) Holding adhesives
They can bear only limited loads but mainly form unstressed joints. (e.g. House hold appliance)
(c) Sealing adhesives we
They perform the function of excluding gases or liquids from a joint. (e.g. Caulking components).
2. According to chemical structure
(a) Natural adhesives (Starch and Dextrin)
(b) Inorganic adhesives (Sodium silicate and Magnesium oxychloride)
(c) Synthetic organic adhesives
(i) Thermoplastics
(ii) Thermosets.
3. According to the parts being jointed.
(a) Metal - metal adhesive
(b) Metal-plastic adhesive.
(c) Plastic glass adhesive.
4. Classification of synthetic organic adhesives:
(a) Chemically attractive (e.g. Polyethylene, epoxies, modified acrylic and phenolics, polyamides)
(b) Pressure sensitive (e.g. Natural rubber, butyl rubber, nitride rubber and polyacrylates)
(c) Hot melt (e.g. Polyester, polymides, polyolefins and other thermoplastic elastomers)
(d) Evaporative or diffusion (e.g. Vinyls, acrylics, phenols, synthetic and natural rubber)
(e) Elastically and thermally conductive (e.g. Epoxies, polyurethenes, silicones, Fillers such as silver, copper aluminium and gold are used to get electrical conductivity)
5. High temperature applications (up to 260°C)
(a) Polyimides
(b) Polybenzimidazoles.
2. Choosing an Adhesive
Choice of an adhesive is to be made taking into account various parameters. Some of them are as follows.
1. One-part adhesives are better than two parts. Two parts may result in improper metering and mixing human ignorance or negligence.
2. Tape and film adhesives are better than liquid and paste systems because of ease of handling. Also shrinkage problems are eliminated by resulting in strong bond.
3. Thermal expansion properties of metals being joined should be given utmost importance. If the difference of expansion is very high, the bond may fail.
4. Better to go for adhesives which are less critical about the cleanliness of the surfaces being joined.
5. Adhesives with harmful chemicals are to be avoided to protect human health.
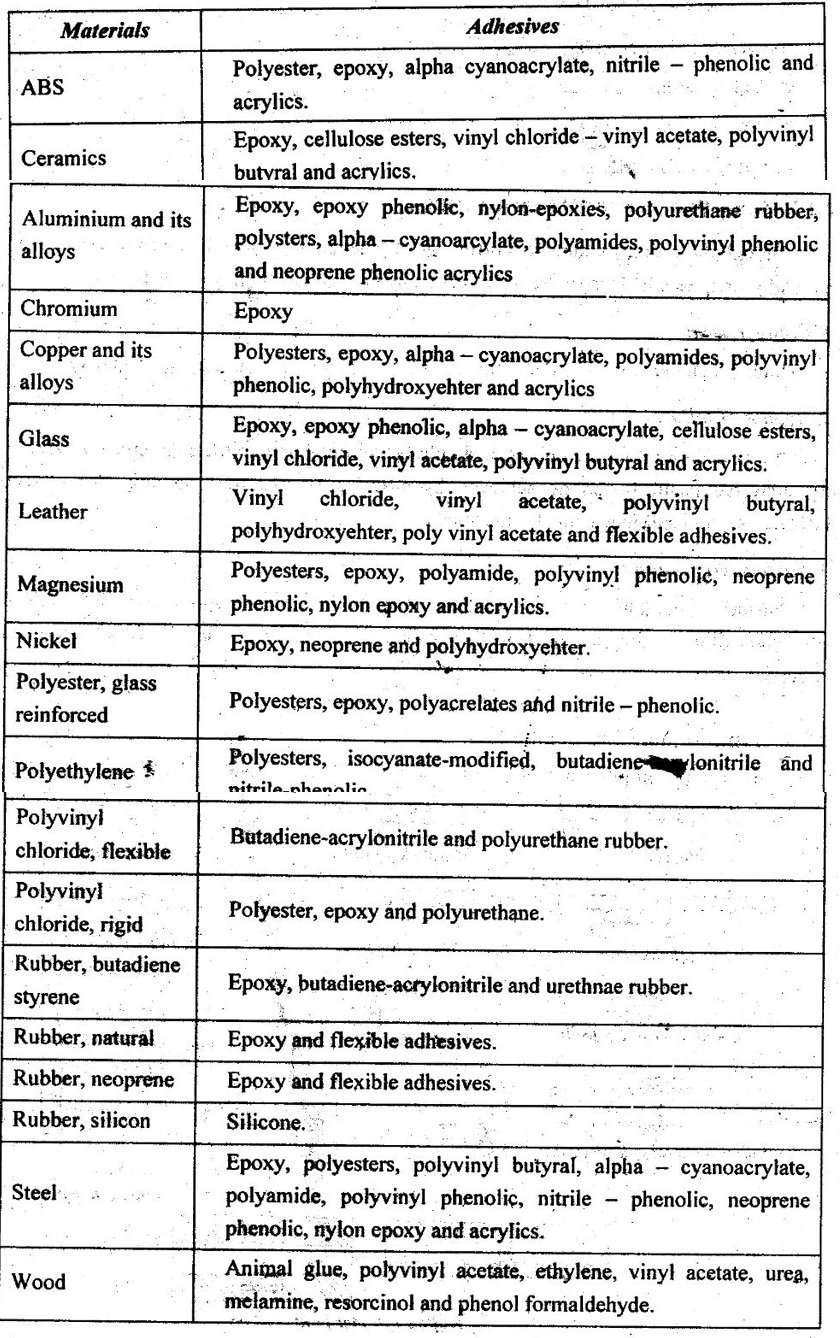
6. A single adhesive cannot perform in the same way in all cases. An adhesive which is perfect for metal-metal may not be so for metal-plastic. Table below shows some commonly used adhesives for various materials.
3. Some Principles of Adhesive Bonding
Though the choice of adhesives differs greatly depending on applications, there are some general principles which are to be followed in any bonded joint. They are as follows.
1. Contact area:
Joint contact area is to be maximum. It will result in more load carrying capacity.
2. Region of failure:
If a bonded joint failure occurs, it should be confined only to the adherents not affecting the adhesive itself. It can be achieved by ensuring (i) chemical bonding, (ii) physical interactions, and (iii) mechanical interactions.
3. Surface preparation:
Surface of the parts on which adhesive is applied is to be clean and free from dust, oil and oxide films. If they are present, they would hinder intimate contact between parts and adhesives.
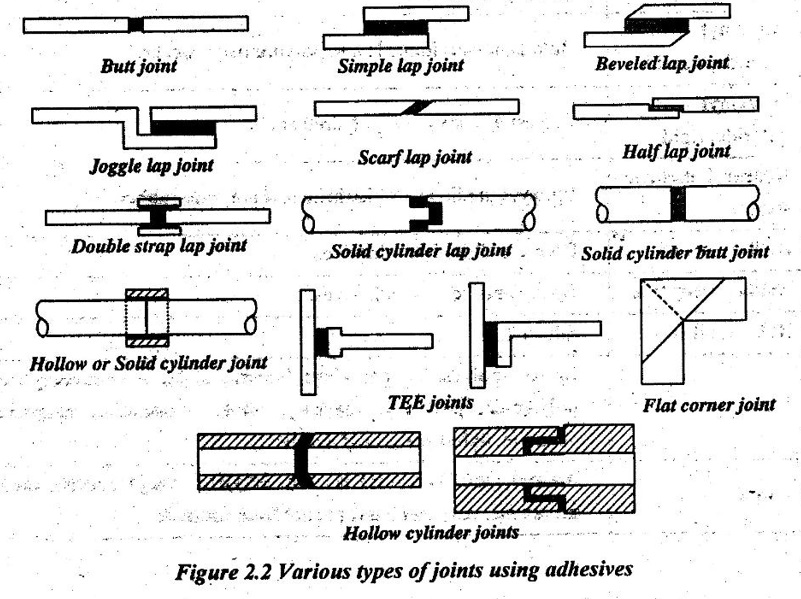
4. Types of Adhesive Joints
Various types of joints are used with adhesives. Some of them are shown in Figure 2.2.
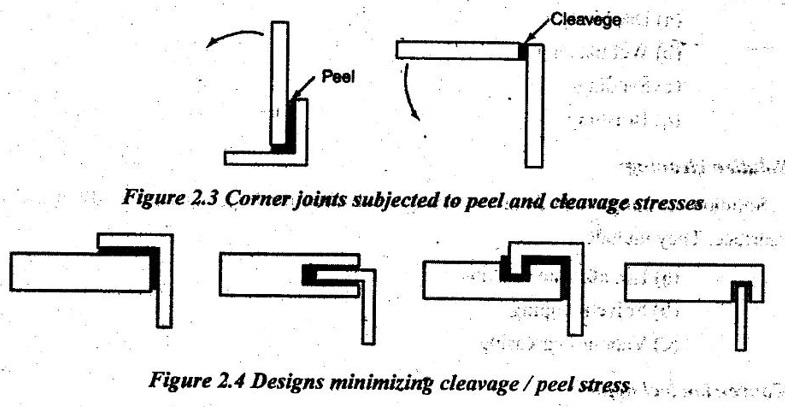
Particularly the corner joints may be subjected to peel and cleavage stresses if they are wrongly loaded as shown in Figure 2.3. Figure 2.4 shows some ways how to minimize those stresses.
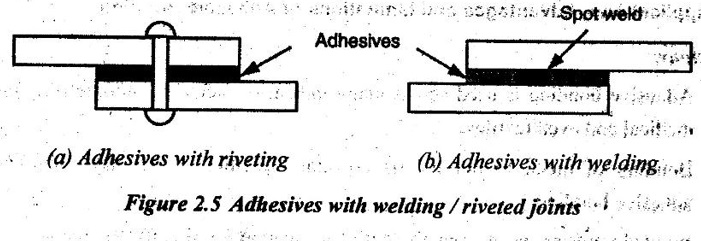
Adhesives with welding / riveted joints:
To overcome the cleavage/peel failure adhesives may be combine with traditional fastening methods such as riveting and welding. In the case of a rivet adhesive combination, the fatigue life of rivets is improved by the adhesive. On the other hand, rivets hold the ends of the bonds securely, thereby avoiding peeling. In the case of a weld adhesive combination, welding is done after the parts are jointed and cured by adhesive.
5. Surface Preparation for Adhesive Bonding
A foremost necessity in bonded joints is that the surfaces should be clean and free from any form of dirt. The possible impurities are water, metal oxides, adsorbed gases, lubricants and any such things. All these are to be removed and cleaned for getting a good durable joint. Some of the surface preparation methods are given below:
1. Abrasion:
Abrasion technique is used when the objects are large and thick layers of impurities are to be removed. They include:
(a) Dry blasting
(b) Wet blasting
(c) Sanding
(d) Brushing.
2. Solution cleaning:
Solution cleaning methods are normally used when the impurities are held loosely over the surface. They include:
(a) Hot alkaline washing
(b) Solvent wiping
(c) Vapour degreasing.
3. Conversion techniques:
In this technique, the impurities are removed using chemicals. The base metal is converted into a chemically different structure. They include:
(a) Anodizing
(b) Phosphating
(c) Chemical cross linking.
6. Applications, Advantages and Limitations of Adhesive Bonding
Applications:
1. Adhesive bonding is used across many industries including automotive, aerospace, medical and even textiles.
2. Bonding of metal to non-metals especially plastics is the major application of adhesive bonding.
3. Bonded joints are used as an alternative to riveting for aircraft structures.
4. Widely applicable in fastening of stiffeners to the aircraft skin and in assembling honeycomb structures in aircraft.
5. Extensively used in the fabrication of aircraft internal structures and providing the smooth surface for supersonic planes.
6. These joints are used in fabrication of railway coaches, boats, refrigerators, storage tanks, and microwave reflectors for radar and space communications.
Advantages:
1. The bond prevents electrochemical corrosion between dissimilar metals.
2. Vibration and noise are reduced because of internal damping provided by the adhesive.
3. Thin and fragile components can be joined without increasing the weight.
4. Stress concentration is minimized because the entire bond area is utilized.
5. Smooth contours are possible. Bolt, rivets heads or spot welds may increase wind resistance or make the component look unattractive. They can be reduced by using adhesives.
6. Easy assembling of parts.
7. Cost reduction may be achieved when used in combination with other joining methods.
Limitations:
1. They are not suitable for high temperature services.
2. Bonding and curing is a lengthy process.
3. Self-life of the adhesives is short and some may require special storage conditions such as refrigeration.
4. Surface preparation is essential.
5. Some adhesives may be toxic or inflammable. Thus, ventilation and fire extinguishing systems may be necessary.
6. It provides limited reliability.
No comments:
Post a Comment