CORES
A core is a body made of sand which is used to make a cavity or a hole in the casting. The shape of the core is similar to the required cavity in the casting to be made. It is also used to make recesses, projections, undercuts and internal cavities.
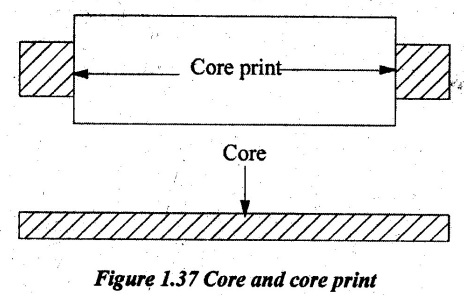
A core print is the projection on a pattern. Core print forms a seat in the mould. The core
is supported in the seat formed by the core print.
1. Essential Qualities of a Core
1. Permeability:
It is the property of a core which allows the steam and gases to pass through it when the molten metal is poured: The uniform size rounded grains of sand give this property to the core. It depends on grain size and distribution of grains in the core sand mix. It also depends on the type and content of the binder.
2. Refractoriness:
The property of core in withstanding the high temperature is called refractoriness. It is also known as thermal molten metal. Hence, the core must withstand the high temperature of the molten metal. It may be increased by giving a thin coating of graphite or similar material to the surface of core.
3. Strength:
The core should sufficiently be strong and should not break when it is handled or when the molten metal is poured. The strength of a core depends upon the type of sand, binder used and ramming done in making core. It is also strong to withstand bending forces produced by the hydrostatic pressure of the molten metal. The bonding strength can be increased by using sand with sharper grains together.
4. Collapsibility:
A core should be capable of collapsing shortly after the molten metal has solidified. A lack of this property leads to the formation of cracks in the casting when the molten metal cools. These properties can be increased by using oil binders in core sand.
5. Stability:
The core should not expand and contract much due to heat so that it will give the true shape of the cavity.
2. Core Making Materials
A core is made of core sand, binder and additives.
● Core sand consists of refractories such as Silica sand, Magnite, Zircon, Olivine, Dolomite etc.
● Binders contains of vegetable oil or Mineral oil, Core flour, Resins, water, Fire clay, Bentonite, Urea etc.
● Additives are Wood flour, Coal powder, Sea coal, Graphite, Cow dung, Straw etc.
3. Core Sand Preparation
Core sand is usually made of river sand mixed with binders. Sand is weighed and put into the muller. Then dry binders are filled in the muller. The muller is started and allowed to work for few minutes. Then weighed quantity of water is added to dry mixture. After some time, oil binder is added. The total mixing time may be 3 to 6 minutes in the muller.
Core sand must have the properties of strength, permeability, smooth surface and sufficient refractoriness.
Sands with sharp grains will bind together and form a stronger core. Sands with rounded or large grains will have more permeability. Sands with fine grains give the good surface finish. Therefore, the good river sand may be easily used with suitable binders for core making.
4. Core Binders
A core binder is used for the following purposes:
1. To bind the sand grains together
2. To give strength and hardness
3. To prevent breaking
4. To give collapsibility to core.
5. To prevent moisture absorption.
The following binders are commonly used:
1. Oil binders:
Linseed oil is most commonly used core binder. This oil forms a film around the sand grains. When the core is baked, the oil gets hardened and makes the sand grains to stick together. It is added about 0.5 to 3% of core sand depending on the requirement of hardness and other properties.
2. Water soluble binders:
Water soluble binder such as wheat flour, dextrin and starch are mixed with little quality of water. It gets hardened at 180°C. The binder is added in the ratio of 1:8 with sand. This binder gives green strength and edge hardness to the core.
3. Resin binders:
Resin binders such as phenol-formaldehyde, urea-formaldehyde are used with core sand. They give hardness at 200°C. They give good strength and take short time to bake and less gas will be formed.
4. Inorganic binders:
Fire clay, silica flour, Kaolonite etc. are used in powder form. These binders develop green strength, baked strength and give smooth surface finish.
5. Core Boxes
Core boxes are used to produce cores. It is made of wood or metal. They give the desired shape. The various types of boxes are given as follows:
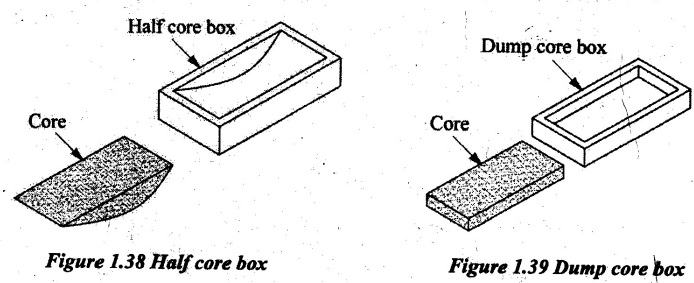
1. Half core box:
This type of box is used to make one half of the symmetrical core piece. After baking, two core pieces are pasted to form the full core shown in Figure1.38.
2. Dump or slap core box:
This type of box is used for making a full core. It is used for making slab or rectangular and trapezoidal cores as shown in Figure 1.39.
3. Split core box:
This box has two similar half boxes. The box is assembled in a correct position by dowels before filling the sand in it. Two boxes are separated after ramming the sand. Figure 1.40 shows a cylindrical core made in a split core box.
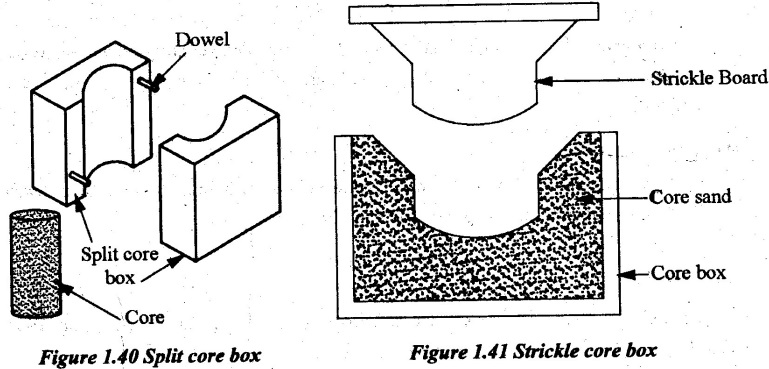
4. Strickle core box:
The dump core box is filled up with core sand. The profile is approximately made by hand. Then a strickle board is pressed and swiped to form the profile. It is used when a core of irregular shape is required as shown in Figure 1.41.
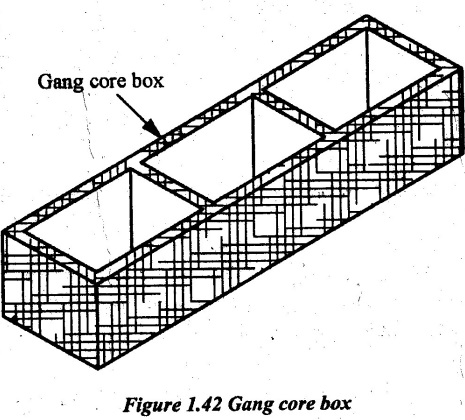
5. Gang core box:
The gang core box is used when the required number of cores to be produced identical at a time. It has several holes to form several cores at a time as shown in Figure 1.42. These cores can be rammed at a time.
6. Core Ovens
Core ovens are used for heating the cores to obtain the required hardness. There are various types of core ovens used in practice. They are:
1. Batch type oven
2. Continuous type oven
3. Dielectric baking oven.
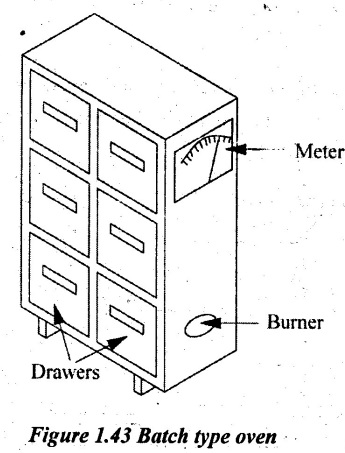
1. Batch type oven:
Small and medium cores are baked in batch type ovens. These are fired with coal, oil or gas. This type of oven has several drawers. Each drawer is loaded with a batch of cores. Cores are heated batch by batch. Refer Figure 1.43.
In a rack type, the cores are placed on the racks. Then they are transferred to the oven. This type is larger than the drawer type. It is used for small and medium size cores. Hot air is circulated by fans for heating the cores.
2. Continuous type oven:
In this type of oven, heating is done continuously. The cores are loaded on a conveyor at one side of the oven. The conveyor with the cores moves very slowly inside the oven. The cores heated with the oven are then unloaded from the other side of the oven as shown in Figure 1.44.
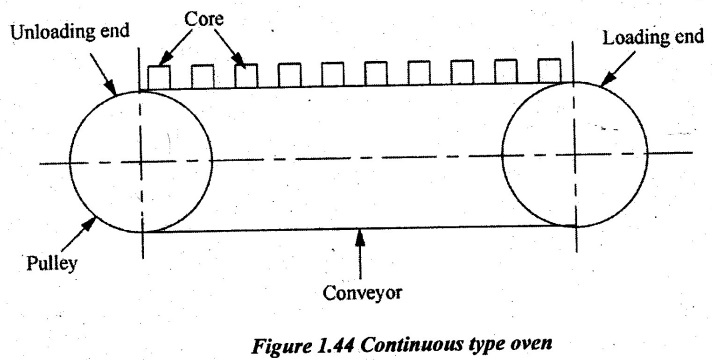
The heating time is controlled by the speed of the conveyor movement. The heating is done either by electrical means or by burners. This oven is best suited for mass production. The temperature inside the oven varies from 250°C to 270°C. It is more suitable for small cores of approximately same size. These ovens may be vertical or horizontal.
3. Dielectric baking oven:
It is one type of continuous oven. Baking in dielectric ovens is the quickest method of heating cores in ovens. There are two parallel electrodes. The cores are placed between two electrodes as shown in Figure 1.45.
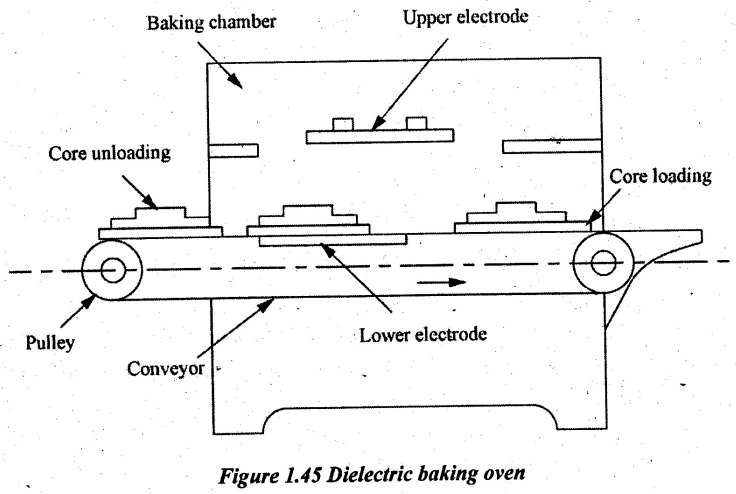
High frequency alternating current is supplied to the electrodes. So, high heat is produced and cores are uniformly heated. Small cores require 30 seconds of heating but large cores require 3 minutes of heating.
The cores are loaded on one side of the conveyor. Heated cores are unloaded at the other end. Core baking removes moisture, oxides from the oil and polymerizes the binder. Thus, the core becomes hard.
7. Core Making Methods
Cores are manually made or with machines. Cores are made by hand in core boxes or by using sweeps. Core box methods are only used for making cores. The various methods employed for the manufacture of cores depend on the following factors:
a) Shape and size of core
b) Types of the binder used.
The common methods of core making are discussed below.
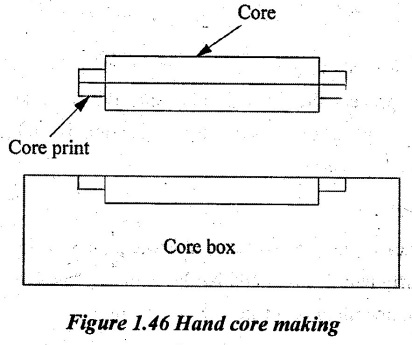
1. Hand core making method:
The core making consists of the following sequence of operations:
(a) Core sand preparation
(b) Moulding a green sand core
(c) Baking or curing
(d) Finishing
(e) Coating
(a) Core sand preparation:
The core materials and preparation of core sand are already described in Chapter 1.9.2 and Chapter 1.9.3.
(b) Moulding a green sand core:
Core sand is thoroughly mixed with binder, additive and water. A core is moulded by hand. Large cores are reinforced with rods for strength. Core sand is placed in a core box and rammed well. The core box is of two halves. After ramming, the core box is separated. This core is called green sand core. It is not strong.
(c) Backing:
The cores are heated in the core baking ovens at the temperature range of 200°C to 350°C. During heating, moisture is removed. The binder hardens and gives strength. The core becomes very strong. The temperature and time depend on the hardness requirement and size of the core.
(d) Finishing:
After baking, the cores are cleaned and sized. It involves the following three processes:
1. Trimming
2. Brushing, and
3. Sizing.
Trimming means removing fins and sand projections by filing. Brushing is the process of removing loose sand by brushes and the process of making a core to a correct size by grinding or filing is known as sizing.
(e) Coating:
A surface coating is given to the finished cores. This coating gives smooth surface to the castings. Coating will prevent the metal leaking into the core. The generally used coating material is powdered graphite or silica or mica. Coating is applied either by dipping or spraying. It is also called dressing.
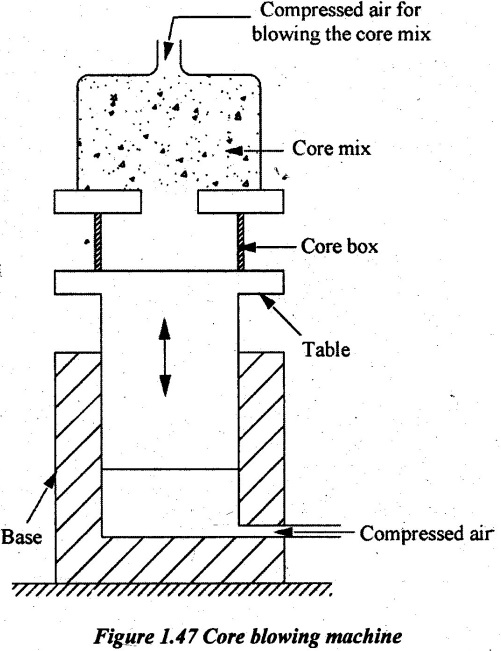
2. Hot core box method:
The main drawback of the previous hand making process is that baking or curing should be done to provide sufficient strength and hardness to the cores. It lengthens the production process and lowers the operating efficiency of the foundry.
This baking process can be eliminated by using quickset synthetic resins-bonded core sands. The binder used for the above-mentioned processes are phenol formaldehyde, urea formaldehyde, phenolic resins and furan-base binders. These binders are capable of hardening at 230-250°C in a short time i.e., 2 to 3 minutes. Catalysts such as benzene, sulfonic and nitric acids are added to speed up the process of curing. The metal core box is heated by a gas or electric heater and the core sand is forced by core blower machine as shown in Figure 1.47. After holding time, the box is opened and core is withdrawn from the box. This core is dried and strengthened.
Advantages:
1. No separate oven is required.
2. The cores have high strength and low crumbliness.
3. It has good gas permeability.
4. Smooth and accurate surface finish cores can be obtained.
Limitations:
1. Complex design cannot be made.
2. The cost is high.
3. Synthetic resin-based cold curing method:
These sands do not require further heat treatment after obtaining from ovens to get the required strength and hardness. The same binder as in the previous case is used. Catalysts are added to speed up the hardening of binders. The mixed sand is poured into the core boxes where it is held for some time to get the required compressive strength. The core is then removed from the box and allowed to stand in the air for 30 to 120 minutes. These cores are having the strength of about 800 to 1200 kPa. However, this strength is less than the strength obtained in the hot core box method. Therefore, it is used for the production of cores of moderately complex and simple configuration.
4. Cold curing CO2 process:
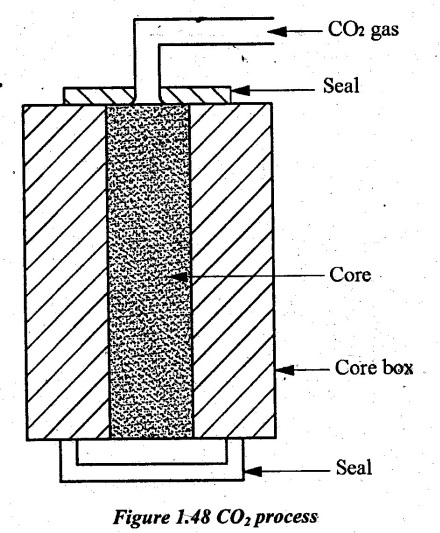
This process is used to make good quality castings in large numbers. Pure dry silica sand is mixed with sodium silicate liquid to use as a binder for making these cores. The mixing is done in the muller. The moisture content should not exceed 3%. Additives such as sawdust about 1.5%, asbestos powder upto 5% and graphite powder may be added with this core sand to get the core more deformable and collapsible.
The core sand mix is filled up in the core box and rammed. Then CO2 gas is passed fough the core for 30 seconds at a pressure of 140 kN/m2. CO2 reacts with the sodium silicate in the core sand. It forms sodium carbonate and silica gel. This silica gel binds the sand grains together to provide strength and hardness to the core. This core can immediately be used.
Advantages:
1. Baking is not necessary.
2. It has good strength and hardness.
3. The process is easy and quick process.
4. Cores can be handled and stored for long time.
5. It saves time and cost of heating.
8. Types of Cores
The cores can be classified as follows:
(a) According to the state of core
(i) Green sand core
(ii) Dry sand core
(b) According to the position of the core in the mould
(i) Horizontal core
(ii) Vertical core
(iii) Balanced core
(iv) Hanging core
(v) Drop core
1. Green sand core:
Green sand core is formed by the pattern itself. When the pattern leaves a core as a part of the mould, then the body of sand is called green sand core. Therefore, the green sand core is made out of the same sand from which the rest of the mould has been made. It is only suitable for vertical openings.
2. Dry sand core:
Dry sand core is made separately as explained in Chapter 1.9.7. Then, it is positioned in the mould. These cores are most commonly used.
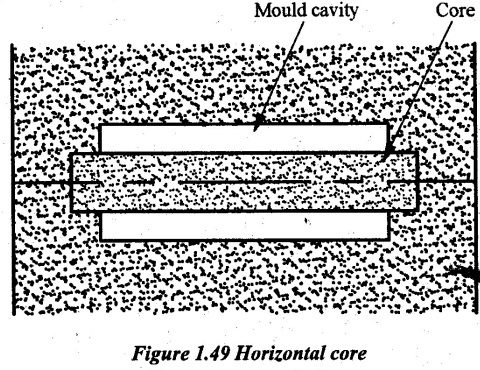
3. Horizontal core:
The core is placed horizontally in the mould as shown in Figure 1.49 and it is very common in foundries. These cores are usually cylindrical in shape. It may also have any other shape depending upon the shape of the cavity required. This core is supported in core seats at both the ends. The seats are made by the core prints.
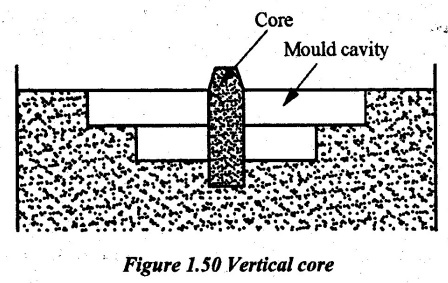
4. Vertical core:
These cores are vertically positioned in the mould as shown in Figure 1.50. The two ends of the core rest on core seats in cope and drag. The major portion of the core rests in the drag box.
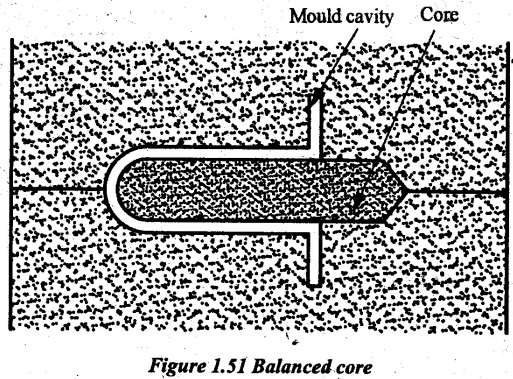
5. Balancing core:
This type of core is supported and balanced only from its end as shown in Figure 1.51. It requires a long core seat so that the core does not sag or fall into the mould. These cores are used when the blind holes along a horizontal axis are to be produced.
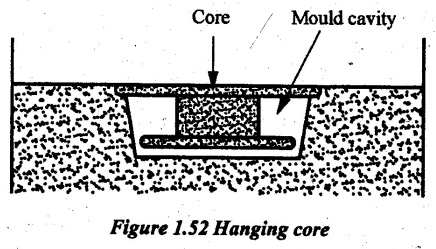
6. Hanging core:
These cores are supported at the top and hung into the mould. It has no support from bottom as shown in Figure 1.52. It is supported by the seat made at the top portion of drag. These cores are used when a cored casting is to be completely moulded in the drag with the help of a single piece solid pattern.
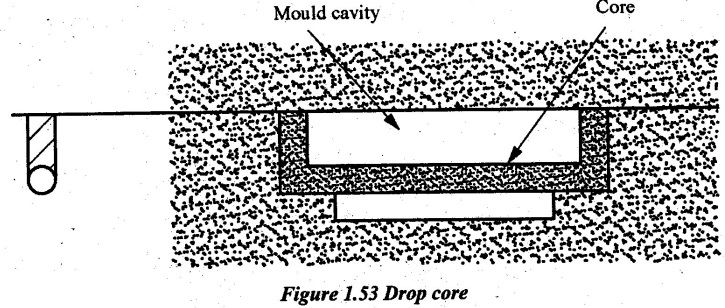
7. Drop core:
This core is used when a hole is not in line with the parting surface to be produced at a lower level as shown in Figure 1.53. The hole may be above or below the parting line of the mould. Depending upon the use, the core may also be known as tail core, chair core or saddle core.
9. Various Methods of Testing Core Sand
Before directing the test on core sand, the core sand is first mixed and prepared for making the core. The various core sand tests are:
1. Green strength test
2. Permeability test
3. Baked strength test
4. Hot strength test
5. Retained strength test
6. Core hardness test
7. Moisture content test
1. Green strength test:
Tension, compression, transverse and shear test are carried out on core sand in the same manner of testing the moulding sand.
2. Permeability test:
Permeability test on core sand is carried out in the same manner as employed in the moulding sand.
3. Baked strength test:
To conduct this test, the core is first baked in an oven at a particular temperature. The purpose of using baked core is to determine the baking capacity of the core sand. Similar to strength test, here also the bending and tensile tests are carried out. The allowable baking tensile strength is up to 20 kg/cm2.
4. Hot strength test:
In this test also, the baked cores are used. Hot strength of core is tested in the same way of mould sand hot strength test using the dilatometer.
5. Retained strength test:
Cores are used for making hollow portion on castings. After making castings by pouring the molten metal in the cavity provided on the mould, the casting has to be removed from it along with core. Then the cores are removed from the castings by shaking out. If the core is shacked on castings, the core sand on core will disintegrate. For conducting this retained strength test on core, the standard baked core in the cylindrical form is first heated above 1000°F for nearly about 10-15minutes. Then, it is allowed to cool to room temperature. After this, the compression test is carried out on this cooled core. If the compressive strength is above 0.7 kg/cm2, the disintegration of core sand will be very less. So, the core should have minimum 0.7 kg/cm2 compressive strength.
6. Core hardness test:
A core hardness test is also carried out in the same way of moulding sand hardness test. Here, the baked cores are used. The indenter in moulding sand hardness test is replaced by a larger indenter loaded with a light spring. The scale attached with the hardness tester indicates the value of hardness number using a suitable calibrating scale.
No comments:
Post a Comment