Various types of melting furnace are used in the foundry shop. The type of furnace used depends upon the type of metal and the quantity of metal to be melted. The metal melting furnaces used in foundries are:
1. Blast furnace ⇒ For smelting iron to produce pig iron
2. Cupola furnace ⇒ For cast iron
3. Open hearth furnace ⇒ For steel
4. Crucible furnace ⇒ For non-ferrous metal
a) Pit type furnace
b) Coke fired stationary furnace
c) Oil fired tilting furnace
5. Pot furnace
6. Electric furnace
a) Direct arc furnace
b) Indirect arc furnace
c) Induction furnace
1. Blast Furnace
A blast furnace, shown in Figure 1.62, is a type of furnace used for smelting metal ore, usually iron ore. The combustion material and ore are supplied from the top while air flow is supplied from the bottom of the chamber so that the chemical reaction takes place not only at the surface throughout the ore. This type of furnace is typically used for smelting iron to produce pig iron which is the raw material for wrought and cast iron.
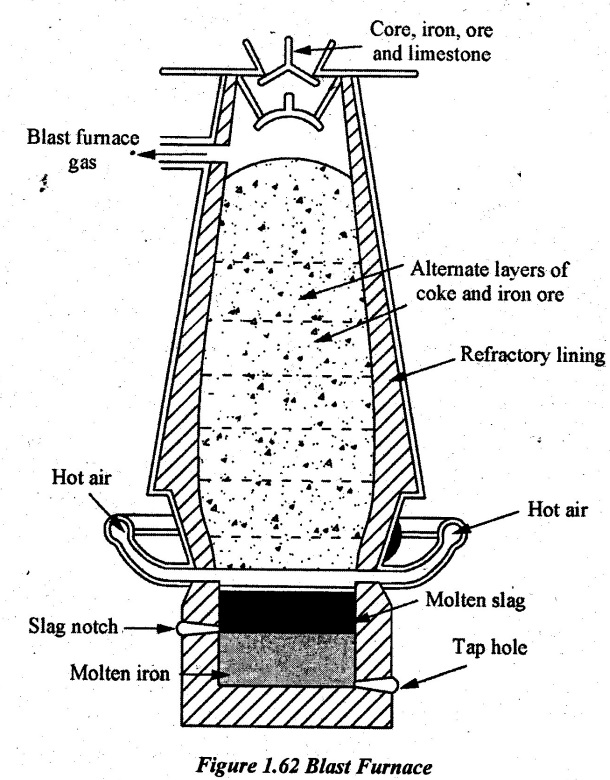
Blast furnace is framed so because very high temperature is developed inside the furnace by forcing a blast of heated air. Its height is about 30 m and interior diameter is of 8 m.
Working:
The furnace is built in the form of a tall, chimney-like structure lined with refractory bricks. Coke, limestone and iron ore (iron oxide) are poured-in at the top. Air is blown-in through tuyeres near the base. This "blast" allows the combustion of fuel. It reduces the oxide in the metal which is being heavier sinks into the bottom of the furnace. The nature of reaction takes place inside the furnace given by
Fe2O3 + 3CO ⇒ 2Fe + 3CO2
More precisely, the compressed air blown into the furnace reacts with the carbon in the fuel to produce carbon monoxide which then mixes with the iron oxide, reacting chemically to produce iron and carbon dioxide which leaks out of the furnace at the top. The temperature in the furnace is typically about 1500°C which is also enough to decompose limestone] (calcium carbonate) into calcium oxide and additional carbon dioxide:
CaCO3 → CaO + CO2
The calcium oxide reacts with various acidic impurities in the iron (notably silica) forming a slag containing calcium silicate, CaSiO3 which floats on the iron. The slag floating over the molten metal is removed through the slag notch. The heavier pig iron is taken out using a tap hole at the bottom of the furnace.
The pig iron produced by the blast furnace is not very useful due to its high carbon content (around 4 - 5 %) which makes it very brittle. It is used to make cast iron goods often being remelted in a foundry cupola. The blast furnace remains an important part of modern production. Modern furnaces include Cowper stoves to pre-heat the blast air to high temperature in order to avoid cooling the mix and having re-heat. They use fairly complex systems to extract the heat from the hot carbon dioxide when it escapes from the top of the furnace, further improving efficiency. The largest blast furnaces produce around 60,000 tonnes of the iron per week.
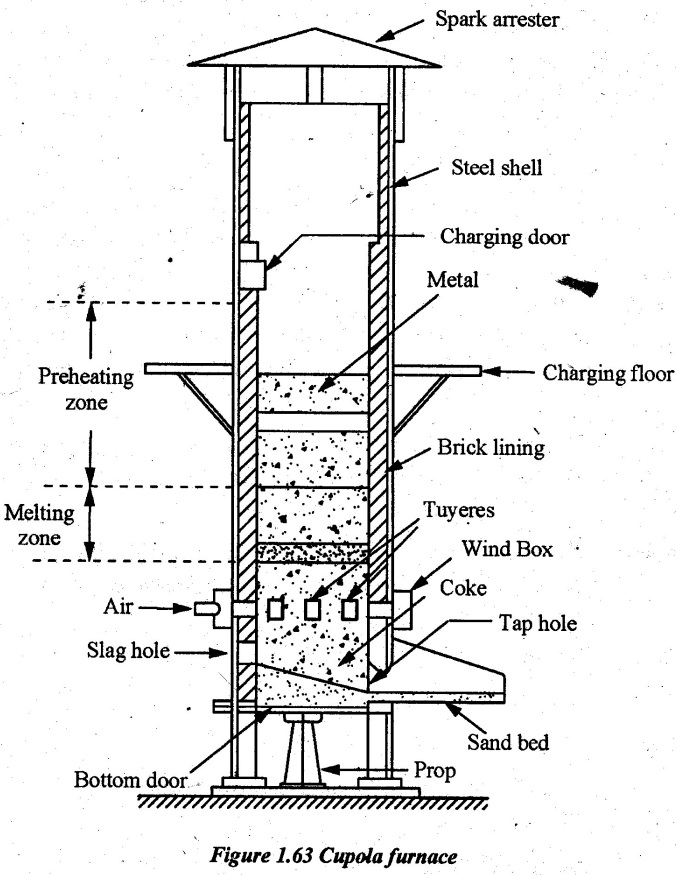
2. Cupola Furnace
This type of furnace is used for melting cast iron.
Construction:
It is a vertical and cylindrical shell made of 10 mm thick steel plate. It is lined with refractory bricks inside. Two bottom doors close the bottom of the cupola. A sand bed is laid over the bottom doors sloping towards the tap hole. Molten metal stays over this bed. The legs are set at the bottom of the furnace using a concrete. There is a tap hole for taking the molten metal. A plug made of clay closes the tap hole. The slag hole is provided in the shell above the tap hole. The slag floating over the molten metal is removed through this slag hole. The opening, called tuyeres, are provided one meter above the bottom. Fuel is supplied through these tuyeres for making complete combustion of fuel. There is a wind box and blower for the supply of air into the furnace. For charging the metal and fuel into the furnace, a separate charging door is made.
Preparation:
The slag and waste from previous melting áre cleaned. Broken bricks are repaired or replaced if necessary. Then bottom doors are closed. A sand bed with sloping towards tap hole is prepared up to a height of 200 mm. A tap hole is formed and lined with clay. Then a slag hole is prepared. Finally, the cupola is dried thoroughly.
Firing:
Oil waste and wooden pieces are placed at the bottom and the fire is started. Now, the sufficient amount of air is supplied when the wood starts burning. The coke is charged at several portions. Now, the coke burns. Again and again more coke is added up to the tuyere level. The blast is turned off. Coke is again added up to the level of bed charge. Then, the coke is allowed to burn for half an hour. Finally, the charging is done through the changing door.
Charging and melting:
Pig iron and iron scrap are charged into the furnace through the charging door. Then coke is charged alternatively. Limestone is added to the charge to remove impurities and also to ensure thorough mixing of molten metal. The ratio of pig iron to limestone and pig iron to coke are 25.1 and 10:1 respectively. The cupola is fully charged. Then, the iron is soaked for one hour. After that, the blast is turned on. The molten metal will begin to collect at the sand bed. After melting enough quantity of molten metal, clay plug is removed and collected in ladles.
Then the molten metal can directly be poured into moulds. The floating slag on the top layer of the molten metal is tapped out through the slag hole. Again the furnace should be charged to the full level for repeating the same procedure.
At the end, the cupola is shut off by stopping the air blast. Then, the remaining molten metal is removed, the bottom doors are opened, the wastes are dropped down and they are quenched by water.
Application:
Cupola is used to melt cast iron.
Advantages:
1. Initial cost is comparatively less than other type of furnaces.
2. It is simple in design.
3. It requires less floor area.
4. Operation and maintenance are simple.
5. It can be operated continuously for many hours.
3. Crucible Furnace
The metal is melted in the crucible. It is made up of silicon carbide, graphite or other refractory materials. Generally, it is used for melting non-ferrous metals and low melting point alloys. The fuel used may be oil, gas or coke. The capacities range from 30 to 150 kg.
Types of crucible furnace:
1. Pit furnace
2. Coke fired stationary furnace
3. Oil fired tilting furnace.
1. Pit furnace:
The crucible is placed in a pit below the ground level. It is usually fired with coke. The furnace is made of steel shell with a grate and pit at its bottom. The steel shell above the grate is fired with firebricks. A chimney provides the natural draught. The metal is placed in the crucible.
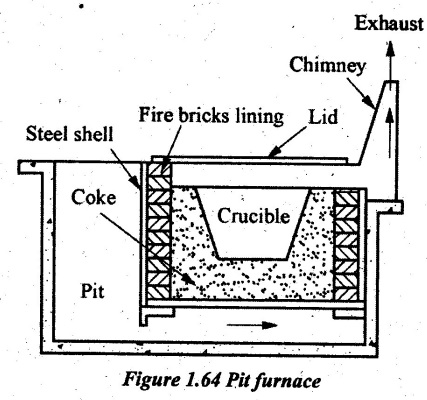
The metal charge is pig iron, foundry returns and broken castings. The coke is placed around and above the crucible. The fuel is ignited and allowed to burn. After reaching maximum combustion, the coke above the crucible is shifted to sides. Then its top is covered with a lid. A blower may be used to provide necessary air. After melting the metal, the lid is removed. The crucible is lifted using tongs. Then, it is taken to the place of pouring.
Applications:
It is used for melting cast iron and non-ferrous metals and alloys in small quantity.
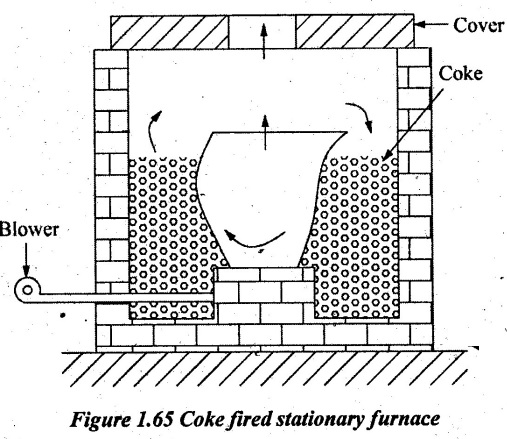
2. Coke fired stationary furnace:
The furnace is erected above the ground level. The furnace is made of steel shell lined with firebricks. A blower is used to create draught and coke is packed around crucible. Its operation is similar to coke fired pit furnace.
3. Oil fired tilting furnace:
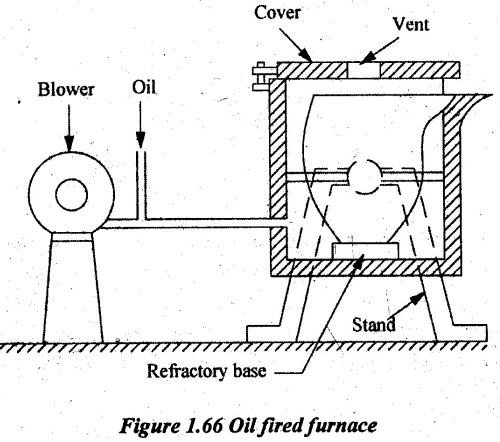
The tilting furnace may be coke, oil or gas fired. Mostly oil and gas fired are used because it has more advantages. The furnace consists of steel shell. Firebrick lining is provided inside the shell. Crucible is centrally placed in such a way to form a hollow chamber. The crucible is placed on a refractory base and fixed well. A burner is mounted tangentially at the bottom of the furnace. The furnace is mounted on two pedestals. It can be tilted by a geared stand wheel. While firing, oil and air are directed through the nozzle. The flame is circulated in the hollow chamber. It heats the metal charge lying in the crucible.
Advantages:
1. It is easy to start and stop the operation.
2. It is easier the control temperature.
3. It occupies less floor area.
4. It requires less labour.
5. It provides a fast melting rate.
6. It has less contamination of work place.
4. Electric Furnace
Electric furnaces are used for melting steel, alloy steel, brasses etc. It is used for producing high quality castings because of the following reasons:
1. Oxidation losses are eliminated.
2. Furnace atmosphere can be more closely controlled.
3. Alloying elements can be added without loss.
4. The composition of the melt and its temperature can be accurately controlled.
The following are the different types of electric furnaces:
1. Direct arc furnace
2. Indirect arc furnace
3. Induction furnace
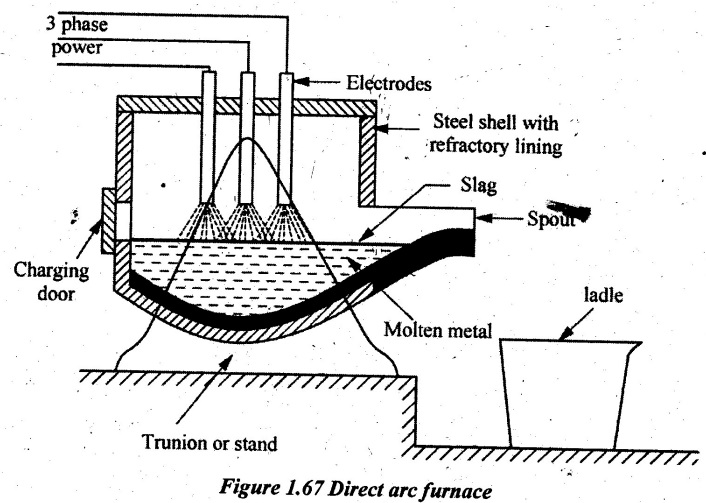
1. Direct arc furnace:
It consists of a heavy steel shell. The shell is lined with refractory brick. It has a bowl shape bottom with a detachable roof. The roof is lined with silica brick. Three graphite or carbon electrode pairs are provided into the shell through the roof. The electrodes can be raised up or down. The furnace has two spouts in which one is for molten metal and another one is for slag. The furnace is mounted in turnions with the help of bearings. So, it can be tilted backward or forward for charging, running the slag and pouring the molten metal into the ladle.
Working:
First, the furnace is preheated. Then, the furnace is charged with steel scraps by opening the roof or through the charging door. The electrodes are lowered down and a gap between electrodes and metal charge surface is maintained. Then, the electric supply is given to produce electric arc. The heat produced by arc melts the metal. The electrodes may be consumed and become shorter. The arc gap between electrodes and charge are maintained by an automatic control. The slag formed on the top of the molten metal reduces the oxidation, refine the metal and protects the roof and sidewalls from heat radiation.
Applications:
It is used to melt high quality carbon steels and alloy steels.
Advantages:
1. Thermal efficiency is high.
2. Very pure metal can be obtained.
3. It can directly make steel from pig iron and steel scrap.
4. The furnace atmosphere above the molten metal can be easily controlled.
5. There will be less losses of alloying elements.
Disadvantage:
The heating cost is high.
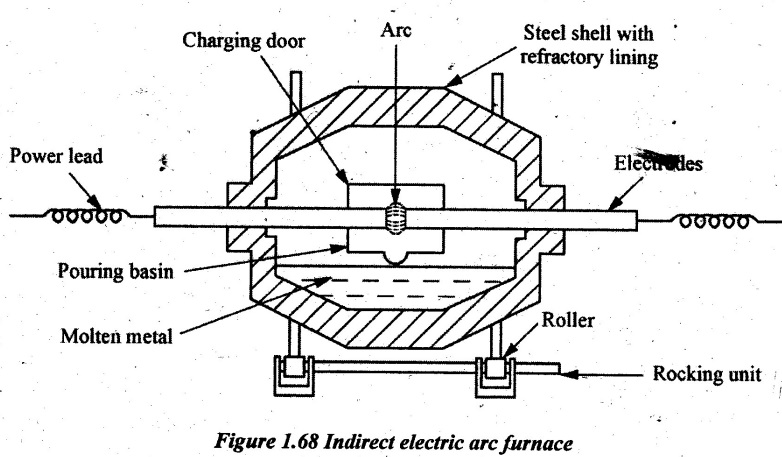
2. Indirect electric arc furnace:
It consists of a steel shell with refractory lining. Two graphite electrodes are mounted at opposite ends. An opening is provided at the center of shell for charging the metal. A pouring spout is built up with the charging door. The furnace is mounted on the rollers. The rollers are driven to rock the furnace by a rocking drive unit.
Working:
First, the pig iron is charged. The scrap is charged over the pig iron. With electric power on, two electrodes are brought near to each other to produce arc. The heat generated by arc melts the metal. Some metals are melted as soon as the furnace starts to rock to and fro.
The metal melts because of the following reasons:
1. The heat radiation from the arc.
2. The hot refractory walls of the furnace, and
3. Conduction from the hot linings when the furnace rocks.
When the melting completes, the furnace is tilted to pour molten metal in the ladle.
Applications:
To melt cast iron, steel, copper and its alloys.
Advantages:
1. Uniform composition of metal can be obtained.
2. Operation and control are simple.
3. Low cost scrap can be used.
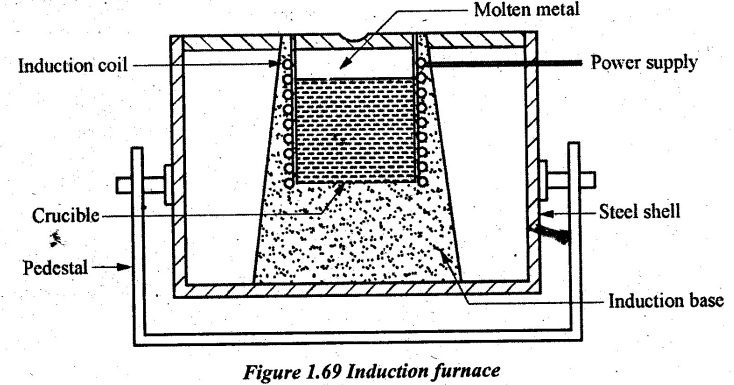
3. Induction furnace:
It consists of a refractory crucible which is placed in an induction furnace and centrally located on the refractory lining at the bottom of shell. The crucible is surrounded by a water- cooled copper coil tubing. Insulation is provided between coil and crucible. The furnace is mounted on two pedestals. It is used to tilt the furnace for pouring the molten metal.
Working:
Steel scraps are charged into the furnace. The coil of copper tubing acts as a primary coil. The charge acts as a secondary coil. A high frequency current is passed through the coil: It induces a heavy secondary current on the metal charge. The metal charge gives very high resistance to the secondary current. Due to this, the heat is released and melts the charge. When the melting is completed, the furnace will be tilted to pour molten metal in the ladle.
Applications:
It is used to melt alloy tool steels and low carbon alloys in small quantity.
Advantages:
1. It gives excellent uniformity of the melt composition.
2. There is no need of electrodes and simple construction.
3. The process is quick and no noise.
4. Furnace atmosphere can be easily controlled.
No comments:
Post a Comment