In pack carburising, the components to be treated are packed into steel boxes, along with the carburising mixture, so that a space of roughly 50 mm exists between them.
PACK (OR SOLID) CARBURISING
1. What is Pack Carburising?
✓ In pack carburising, the components to be treated are packed into steel boxes, along with the carburising mixture, so that a space of roughly 50 mm exists between them.
✓ The carburising mixture essentially consists of some carbon- rich material, such as charcoal or charred leather, along with an energizer (upto 40% of the total composition).
✓ The energizer is generally a mixture of sodium carbonate ('soda ash') and barium carbonate. Its function is to accelerate the carburising process.
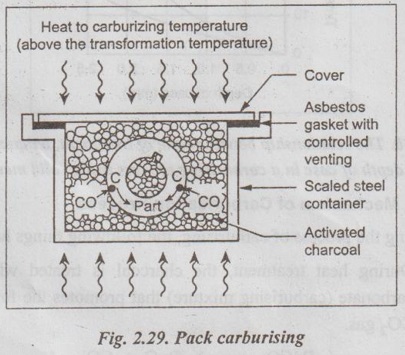
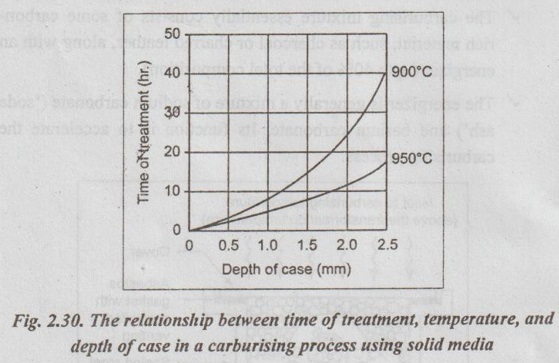
✓ Once the components to be heat treated and carburising mixture are packed into steel boxes, then lids are fixed on the boxes. Then they are heat treated to the carburising temperature (between 900°C and 950°C). They are maintained at this temperature for upto six hours according to the depth of case required (Fig.2.30). When carburising is complete, the components are either quenched or allowed to cool slowly in the box.
✓ The pack carburising process is illustrated in Fig.2.29.
✓ Fig.2.30 shows the relationship between time and temperature of the carburising treatment and the depth of case produced. The carburising times are estimated using the Fig.2.30.
2. Mechanism of Carburisation Process
During the process of carburising, the following things happen:
1. During heat treatment, the charcoal is treated with barium carbonate (carburising mixture) that promotes the formation of CO2 gas.

2. This CO2 gas in turn reacts with the excess carbon in the charcoal to produce carbon monoxide (CO).

3. This CO supplies the carbon that is necessary for diffusion.

Thus the formation of Fe3C on the surface gives a very high hardness to them.
Note
If it is desired to prevent any parts of the surface of the component from becoming carburised, this can be achieved by electroplating these areas with copper (to a thickness of 0.07 to 0.10 mm), since carbon does not dissolve in solid copper.
3. Drawbacks
There are several problems in pack carburising process. They are:
(i) Inefficient heating.
(ii) Temperature of a carburising medium is not uniform throughout.
(iii) Difficulty in handling.
(iv) The process is not readily adoptable to continuous operation.
No comments:
Post a Comment