The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time period and then slowly cooled.
ANNEALING
1. What is Meant by Annealing?
✓ The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time period and then slowly cooled.
✓ According to American Society of Testing Material (ASTM), annealing is defined as a softening process consisting of heating the steel to a temperature at or near the critical point, holding there for a proper time and then allowing it to cool slowly in the furnace itself.
✓ Three stages of annealing process (or Annealing cycle): Any annealing process consists of following three stages:
1. Heating to the desired temperature.
2. Holding or 'soaking' at that temperature.
3. Cooling or 'quenching', usually to room temperature.
✓ In practice, annealing is one of the most widely used processes in the heat treatment of iron and steel.
2. Purposes of Annealing
Generally annealing is carried out to achieve one or more of the following purposes:
1. To relieve or remove stresses.
2. To induce softness.
3. To alter ductility, toughness, electrical, magnetic, or other properties.
4. To refine grain structure.
5. To remove gases.
6. To produce a definite microstructure.
3. Application
Annealing process is employed in casting, forging, rolled stock, press work, etc.
4. Types of Annealing
The most common types of annealing processes applied to commercial steels are:
1. Full annealing,
2. Process annealing,
3. Stress relief annealing,
4. Recrystallisation annealing, and
5. Spheroidise annealing.
1. Full Annealing
In fact, the actual definition of annealing describes only the full annealing. That is, full annealing consists of heating the steel to a temperature at or near the critical point, holding there for a time period and then allowing it to cool slowly in the furnace itself.
✓ The main objects of full annealing are:
(i) To soften the metal,
(ii) To refine its crystalline structure, and
(iii) To relieve the stresses.
✓ Material: The full annealing is specially adopted for steel castings and steel ingots:
process of Full Annealing
✓ In full annealing, hypoeutectoid steels (less than 0.77% C) are heated to 30 to 60°C above the upper critical point i.e., A3 line (i.e., between 723°C and 910°C), as shown in Fig.2.1. This is to convert the structure to homogeneous single-phase austenite of uniform composition and temperature, held at this temperature for a period of time, and then slowly cooled to room temperature.
✓ Cooling is usually done in the furnace itself by decreasing the temperature 10 to 30°C per hour to at least 30°C below the A line (Fig.2.1). Then, the alloy is removed from the furnace and air cooled to room temperature.
✓ Now the resulting structure is coarse pearlite with excess ferrite. In this condition, the steel is quite soft and more ductile.
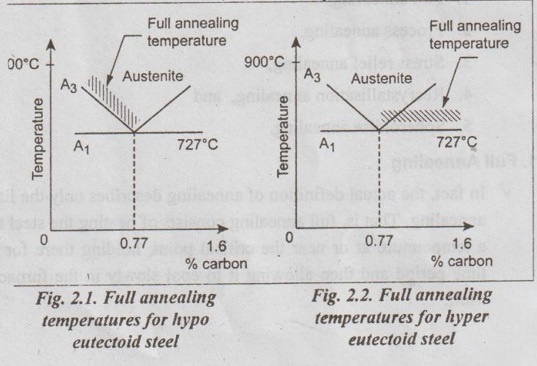
✓ The procedure for hypereutectoid steels (i.e., greater than 0.77% C) are the same, except that the hypereutectoid steels are heated to 30 to 60°C above the A1 line (i.e., between 723°C and 1138°C), as shown in Fig.2.2.
✓ In this case, the resulting structure of a hypereutectoid steel will be coarse pearlite plus excess cementite in dispersed spheroidal form.
✓ This structure imparts much improvement in mechanical properties, high ductility and high toughness.
2. Process Annealing (or Subcritical Annealing)
✓ Purpose: Process annealing is a heat treatment that is often used to soften and increase the ductility of a previously strain- hardened metal.
✓ Material: Process annealing is extensively employed for steel wires and sheet products (especially low carbon steels).
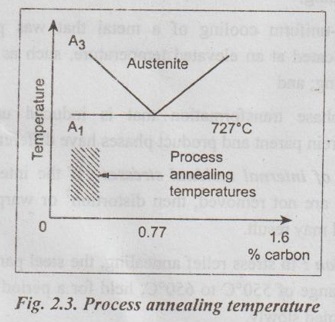
✓ Operation: In process annealing, the low carbon steels (< 0.25% C) are heated to a temperature slightly below the A1 line (i.e., between 550°C and 650°C), as shown in Fig.2.3. Then they are held for period of time to achieve softening, and then cooled at any desired rate. This process induces single phase morphology.
✓ Because the material is not heated to as high temperature as in full annealing, the process annealing is comparatively cheaper, more rapid, and tends to produce less scaling.
✓ Application: This process has wide application in preparing steel sheets and wires for drawing.
3. Stress Relief Annealing (or Commercial Annealing)
✓ Purpose: The stress relief annealing is a heat treatment proces that is employed to eliminate internal residual stresses induced by casting, quenching, machining, cold working, welding, etc.
✓ Causes of internal residual stresses: Internal residual stresses may develop in metals/alloys due to:
1. Plastic deformation processes such as machining and grinding;
2. Non-uniform cooling of a metal that was processed or fabricated at an elevated temperature, such as a weld or a casting; and
3. A phase transformation that is induced upon cooling wherein parent and product phases have different densities.
✓ Effects of internal residual stresses: If the internal residual stresses are not removed, then distortion↑ or warpage↑↑ of the -material may result.
✓ Operation: In stress relief annealing, the steel parts are heated in the range of 550°C to 650°C, held for a period of time, and then cooled slowly.
† Distortion: Deformation resulting in change in size and shape of heat treated work.
Warping: Asymmetrical distortion of work.
✓ Stress relief is also known as recovery. Recovery is a low temperature phenomenon which removes most internal residual stresses with little change in mechanical properties and no drastic change in microstructure.
4. Recrystallisation Annealing
✓ What is meant by recrystallisation?
Recrystallisation is a process by which distorted grains of cold- er worked metal are replaced by new, strain-free grains during heating above a specific minimum temperature.
✓ Recrystallisation temperature: The temperature at which crystallisation takes place i.e., new grains are formed is called recrystallisation temperature. This temperature is a function of the particular metal, its purity, amount of prior deformation, and annealing time.
✓ Operation: In this heat treatment process, cold worked steel is heated to a temperature above recrystallisation temperature, held at this temperature for some time, and then cooled.
It may be noted that the recrystallisation process does not produce new structures. But it produces strain-free new grains. This results in increase in ductility as well as decrease in the hardness and strength.
5. Spheroidizing (or Spheroidise Annealing)
✓ Purpose: Medium and high carbon steels having a microstructure containing even coarse pearlite is too hard to conveniently machine or plastically deform. These steels are spheroidise annealed i.e., heat treated to develop the spheroidite structure. The spheroidized steels have a maximum softness and ductility; and also they are easily machined or deformed.
✓ Objects of spheroidising are:
1. To soften steels.
2. To increase ductility and toughness.
3. To improve machinability and formability.
4. To reduce hardness, strength, and wear resistance.
✓ Materials: Spheroidizing is extensively employed for medium and high carbon (tool) steels.
✓ Operation: Spheroidizing is done by many ways. The important three methods are:
1. Prolonged heating at a temperature just below the A, line bellino followed by relatively slow cooling.
2. Prolonged cycling between temperatures slightly above and slightly below the A1 line.
3. In the case of tool or high alloy steels, heating to 750°C to 800°C or higher and holding at this temperature for several hours, followed by slow cooling.
✓ A typical spheroidizing annealing temperatures range is depicted in Fig.2.4.
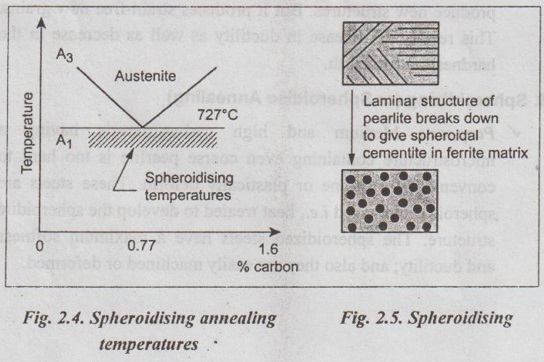
✓ The spheroiding process results in a coalescence of the Fe3C form the spheroid particles, as shown in Fig.2.5. Thus the acti structure is a matrix of ferrite with Fe3C in the form of spherc globules.
No comments:
Post a Comment