Austempering is another type of interrupted quenching that forms bainite structure.
AUSTEMPERING (ISOTHERMAL QUENCHING)
1. What is Austempering?
✓ Austempering is another type of interrupted quenching that forms bainite structure.
✓ The austempering is an isothermal heat treatment process, usually used to reduce quenching distortion and to make a tough and strong steels.
2. Austempering Process
The austempering process consists of the following steps:
Step 1: Austenitizing the steel.
Step 2: Quenching the austenitised steel in a molten salt bath at a temperature just above the martensite start temperature (Ms) of the steel.
Step 3: Holding the steel isothermally to allow the austenite-to- bainite transformation to take place.
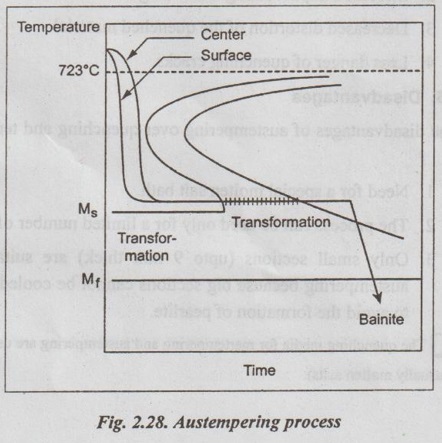
Step 4: Slow cooling to room temperature in air. Fig.2.28 shows a cooling path for the austempering process.
✔ The resulting microstructure of the austempering process is bainite. Unlike martempering, tempering is rarely needed after austempering.
Note
Here, it may be noted that the process name 'austempering' is misleading since bainite is formed instead of martensite and there is no tempering.
3. Application
Austempering is widely applied on small tools, springs, retainers, automobile seat belt components, link chains, lawnmover blades and various machinery parts.
4. Advantages
The advantages of austempering are:
1. Improved ductility.
2. Increased impact strength and toughness.
3. Decreased distortion of the quenched material.
4. Less danger of quenching cracks.
5. Disadvantages
The disadvantages of austempering over quenching and tempering are:
1. Need for a special molten salt bath.
2. The process can be used only for a limited number of steels.
3. Only small sections (upto 9 mm thick) are suitable for austempering because big sections cannot be cooled rapidly to avoid the formation of pearlite.
Note
The quenching media for martempering and austempering are usually the same (usually molten suits).
No comments:
Post a Comment